Usinage icp, finition transversale, 4 cy cles multipasses – HEIDENHAIN SW 68894x-03 Manuel d'utilisation
Page 208
208
Mode Teach-in
4.4 Cy
cles Multipasses
Usinage ICP, Finition transversale
Sélectionner Cycles multipasses longitudinales/
transversales
Sélectionner les multipasses ICP transversales
Activer la softkey Passe finition
Le cycle effectue la finition de la partie de contour définie dans le
contour ICP. L'outil s'immobilise en fin de cycle.
L'outil plonge avec l'angle maximal possible, la matière
restante n'est pas usinée.
Paramètres du cycle
X, Z
Point de départ
FK
Pièce finie ICP: nom du contour à usiner
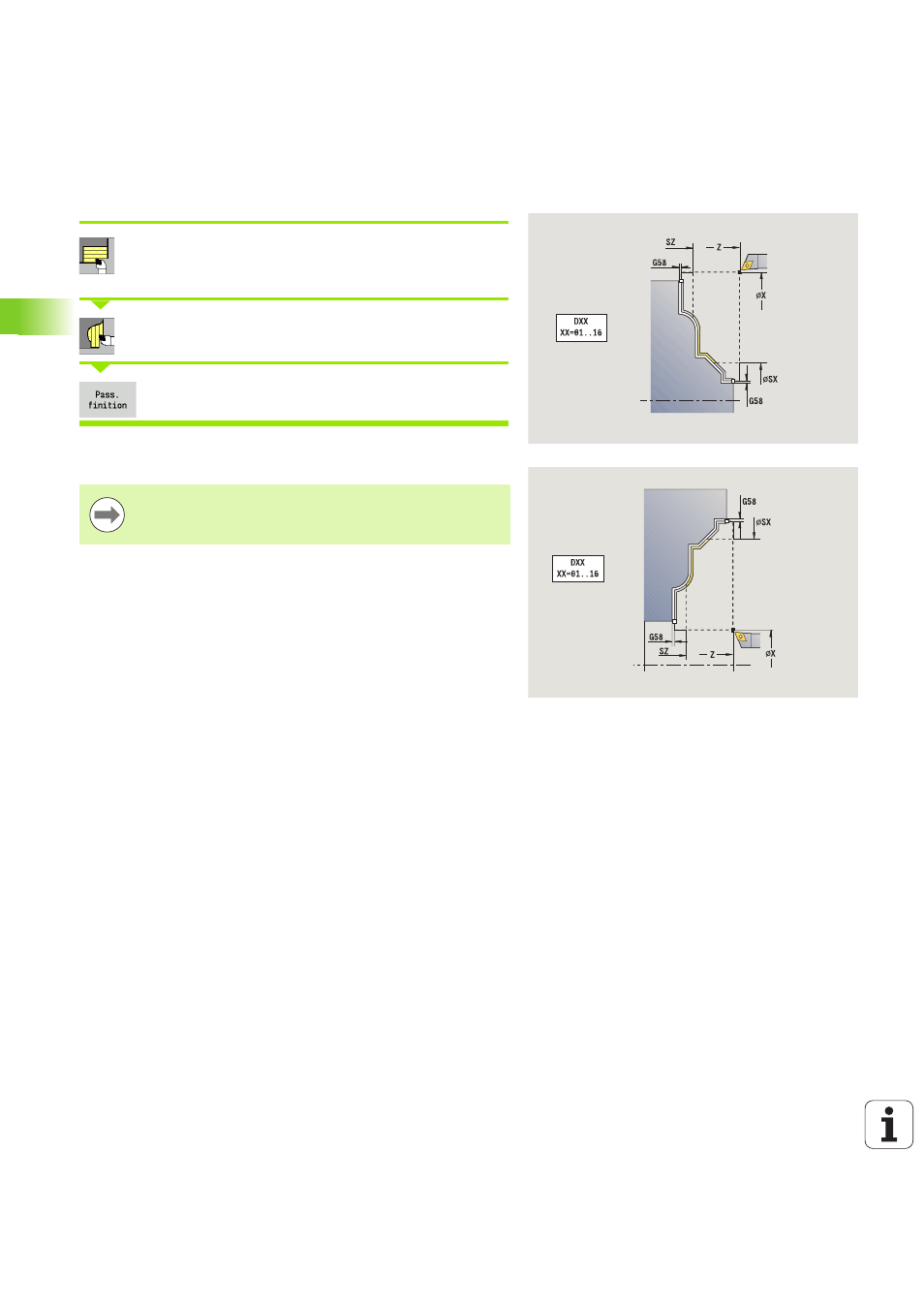
DXX
Numéro de correction additionnelle : 1-16 (voir page 142)
G58
Surépaisseur parallèle au contour
DI
Surépaisseur paraxiale X
DK
Surépaisseur paraxiale Z
SX, SZ
Limitations d'usinage (voir page 142)
G47
Distance de sécurité (voir page 142)
G14
Point de changement d'outil (voir page 142)
T
Numéro de l'emplacement dans la tourelle
ID
Numéro ID de l'outil
S
Vitesse de rotation/vitesse de coupe
F
Avance par tour
MT
M après T: fonction M qui sera exécutée après l'appel
d'outil T.