Usinage, finition transversale, 4 cy cles multipasses – HEIDENHAIN SW 68894x-03 Manuel d'utilisation
Page 172
172
Mode Teach-in
4.4 Cy
cles Multipasses
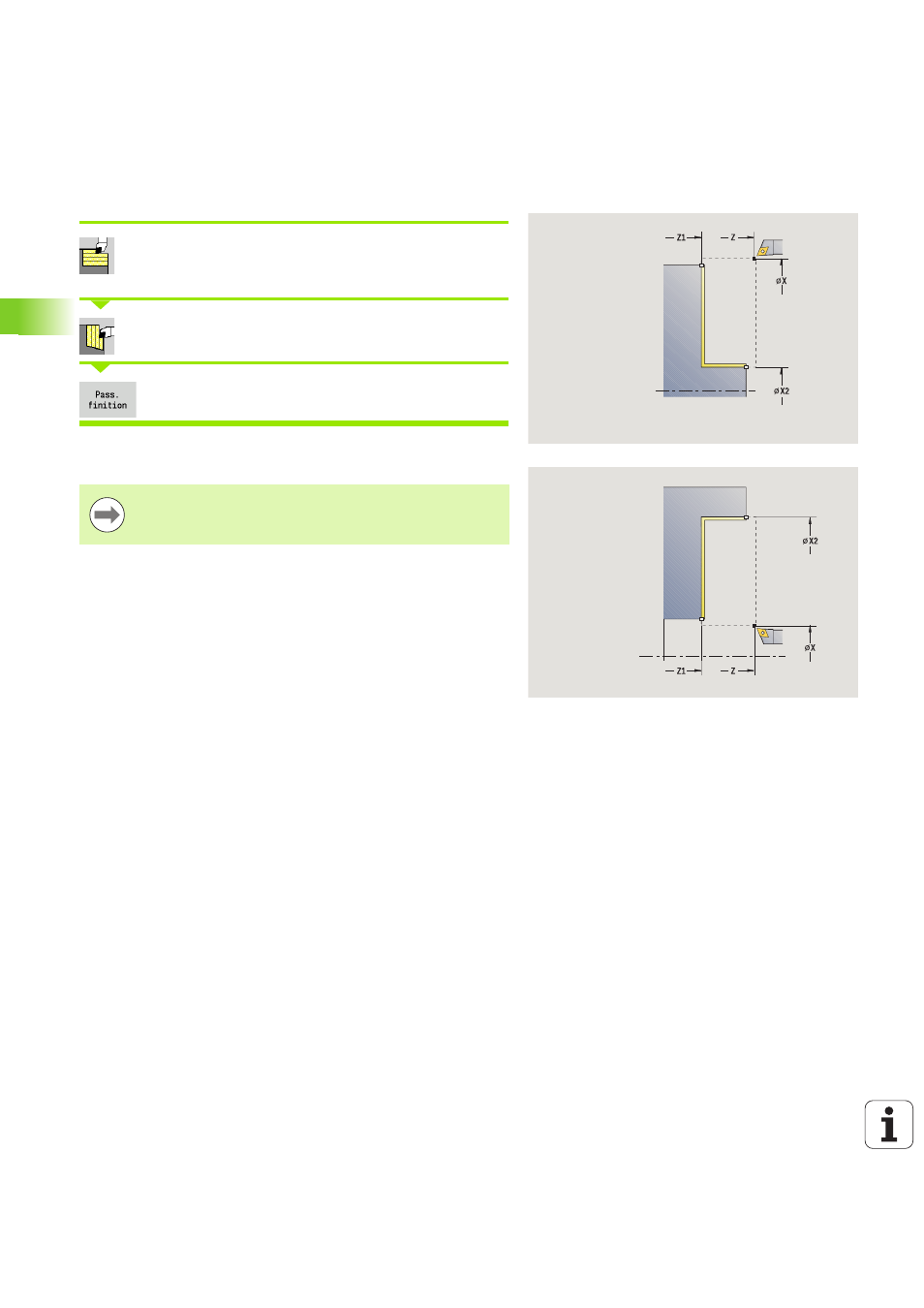
Usinage, finition transversale
Sélectionner Cycles multipasses longitudinales/
transversales
Sélectionner les multipasses transversales
Activer la softkey Passe finition
Le cycle réalise la finition de la partie de contour du premier point du
contour Z1
jusqu'au point final X2.
Type d'usinage permettant d'accéder à la base de données
technologiques : Finition
Exécution du cycle
1
se déplace du point de départ au point de départ Z1 dans le sens
longitudinal
2
réalise la finition dans le sens transversal d'abord, puis dans le
sens longitudinal
3
revient au point de départ dans le sens transversal
4
approche le point de changement d'outils conformément à ce qui
a été paramétré dans la fonction G14
En fin de cycle, l'outil retourne au point de départ.
Paramètres du cycle
X, Z
Point de départ
Z1
Premier point du contour
X2
Point final du contour
G14
Point de changement d'outil (voir page 142)
T
Numéro de l'emplacement dans la tourelle
ID
Numéro ID de l'outil
S
Vitesse de rotation/vitesse de coupe
F
Avance par tour
MT
M après T: fonction M qui sera exécutée après l'appel
d'outil T.
MFS
M au début: fonction M qui sera exécutée au début de la
phase d'usinage.
MFE
M à la fin: fonction M qui sera exécutée à la fin de la phase
d'usinage.
WP
Affichage indiquant avec quelle broche de pièce le cycle
est exécuté (en fonction de la machine)
Entraînement principal
Contre-broche pour usinage sur face arrière