Tournage de gorges radiales icp, 5 cy cles de g or g es – HEIDENHAIN SW 54843x-02 Manuel d'utilisation
Page 244
244
Programmation des cycles
4.5 Cy
cles de g
or
g
es
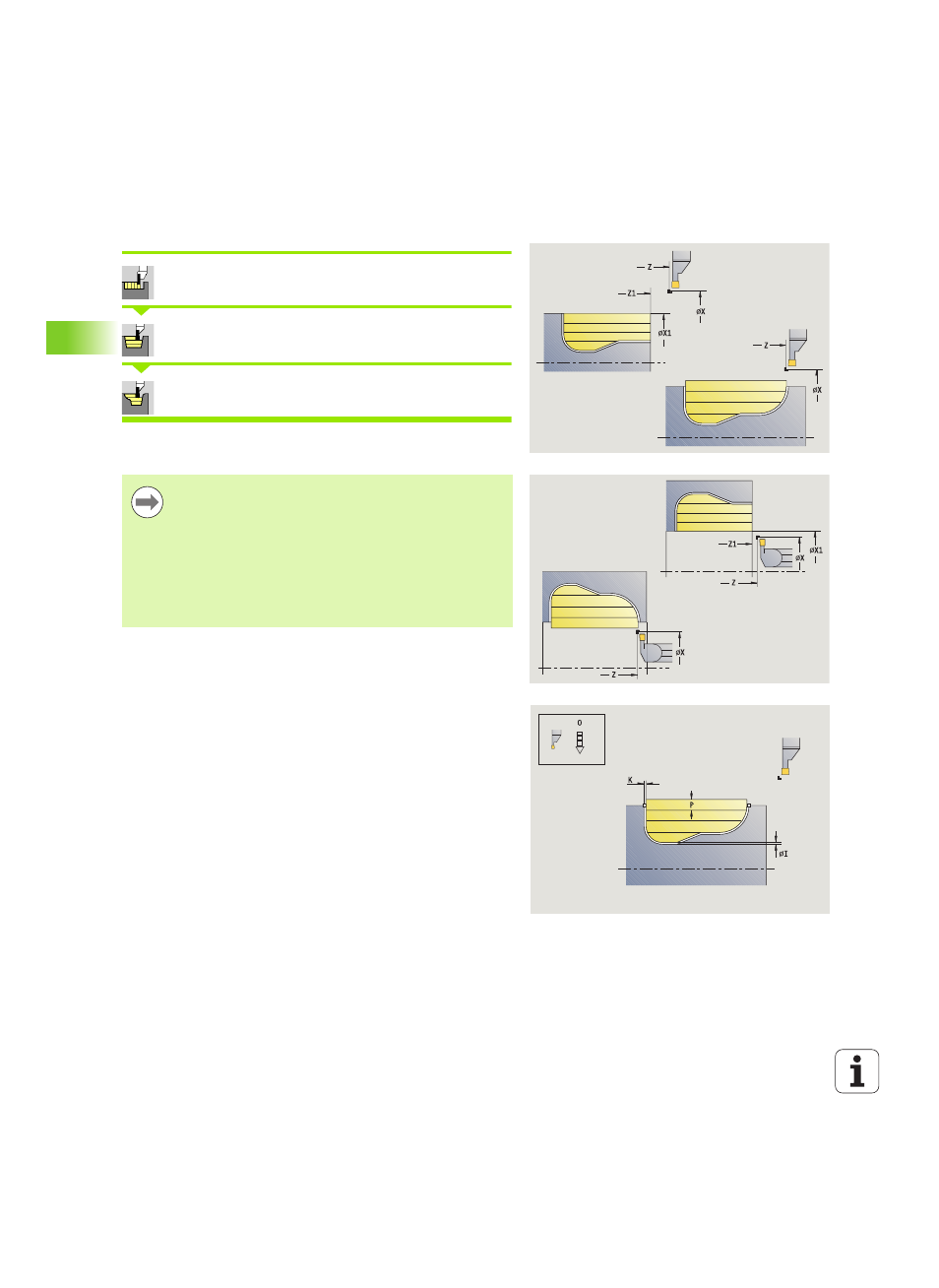
Tournage de gorges radiales ICP
Sélectionner les cycles de gorges
Sélectionner le tournage de gorges
Sélectionner le tournage de gorges radiales
Le cycle ébauche la zone définie (voir également “Tournage de
Définissez dans le cas de
contours plongeants,
le point de départ – pas le
premier point du brut
. Le cycle ébauche la zone
délimitée par le point de départ et le contour ICP en
tenant compte des surépaisseurs.
contours montants,
le point de départ et le premier
point du brut
. Le cycle ébauche la zone délimitée par
le premier point du brut et le contour ICP en tenant
compte des surépaisseurs.
Paramètres du cycle
X, Z
Point de départ
X1, Z1
Premier point du brut
FK
Pièce finie ICP : nom du contour à usiner
P
Profondeur de passe : passe max.
ET
Profondeur de plongée affectée à une passe.
O
Avance de plongée (par défaut : avance active)
I, K
La surépaisseur en X et Z est prise en compte lors de la
finition pour les usinages suivants.
SX, SZ
Limitations d'usinage (voir page 130)
B
Largeur de décalage (par défaut: 0)
U
Tournage unidirectionnel (par défaut: 0)
0 : bidirectionnel
1 : Unidirectionnel (direction : voir figure d'aide)
G14
Point de changement d'outil (voir page 130)
A
L'angle initial définit la zone d'usinage au point initiai du
contour.
W
L'angle final définit la zone d'usinage au point final du
contour.