Aller au point de changement d'outil, 3 coupes monopasses – HEIDENHAIN SW 54843x-02 Manuel d'utilisation
Page 136
136
Programmation des cycles
4.3 Coupes monopasses
Aller au point de changement d'outil
Sélectionner les monopasses
Sélectionner le positionnement en marche rapide
Appuyer sur la softkey chang. T Aller pt
L'outil se déplace en rapide, de la position actuelle jusqu'au point de
changement d'outil (voir page 130).
Après avoir atteint le point de changement d'outil, „T“ est commuté.
Paramètres du cycle
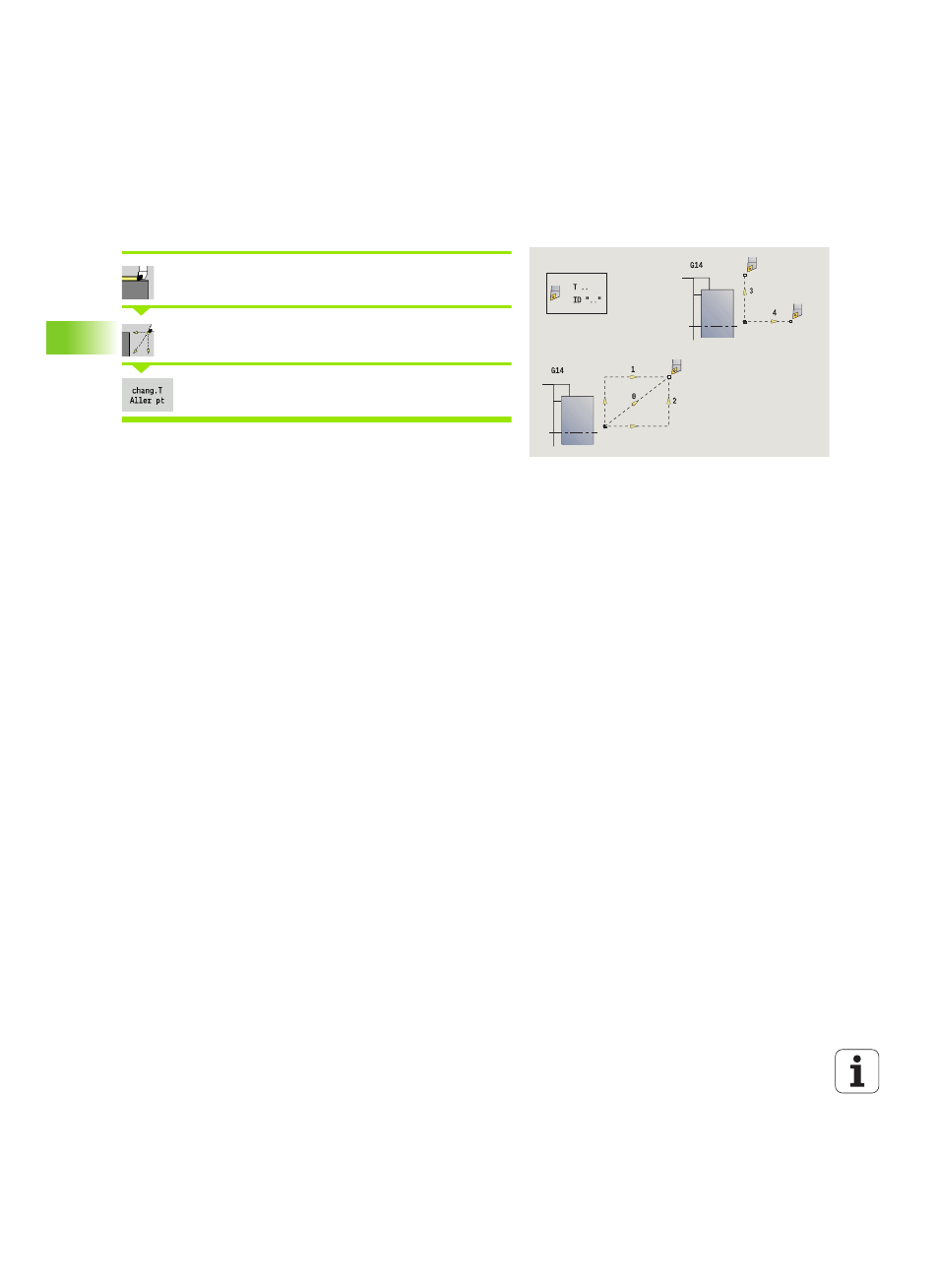
G14
Ordre de dégagement (défaut : 0)
0: simultané (trajectoire diagonale)
1: d'abord X, puis Z
2: d'abord Z, puis X
3: X seulement
4: Z seulement
T
Nr. de la place dans tourelle
ID
Numéro ID outil
MT
M après T : fonction M qui sera exécutée après l'appel
d'outil T.
MFS
M au début : fonction M qui sera exécutée au début de la
phase d'usinage.
MFE
M à la fin : fonction M qui sera exécutée à la fin de la phase
d'usinage.
WP
Affichage indiquant avec quelle broche de pièce le cycle
est exécuté (en fonction de la machine)
Entraînement principal
Contre-broche pour usinage sur face arrière