HEIDENHAIN TNC 320 (340 55x-03) Manuel d'utilisation
Page 276
276
8 Programmation: Cycles
8.3 Cy
cles de fr
aisag
e
de poc
hes, t
e
nons et r
a
inur
es
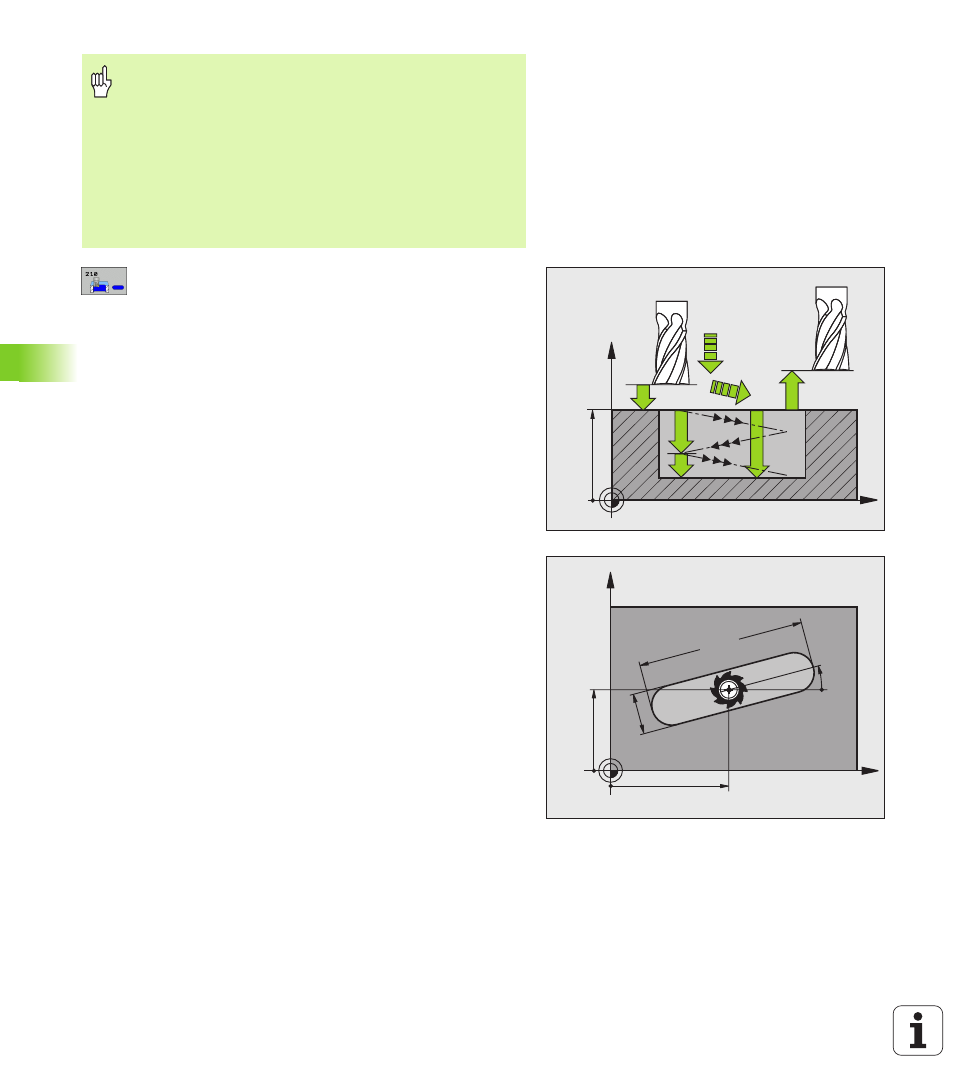
Distance d'approche
Q200 (en incrémental): Distance
entre la pointe de l'outil et la surface de la pièce
Profondeur
Q201 (en incrémental): Distance entre la
surface de la pièce et le fond de la rainure
Avance fraisage
Q207: Vitesse de déplacement de
l'outil lors du fraisage, en mm/min.
Profondeur de passe
Q202 (en incrémental): Valeur
égale à la distance totale parcourue par l'outil lors
d'une plongée pendulaire dans l'axe de broche
Opérations d'usinage (0/1/2)
Q215: Définir les
opérations d'usinage:
0: Ebauche et finition
1: Ebauche seulement
2: Finition seulement
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée de la surface de la pièce
Saut de bride
Q204 (en incrémental): Coordonnée Z
excluant toute collision entre l'outil et la pièce
(matériels de serrage)
Centre 1er axe
Q216 (en absolu): Centre de la rainure
dans l'axe principal du plan d'usinage
Centre 2ème axe
Q217 (en absolu): Centre de la
rainure dans l'axe auxiliaire du plan d'usinage
Longueur 1er côté
Q218 (valeur parallèle à l'axe
principal du plan d'usinage): Introduire le plus grand
côté de la rainure
Longueur 2ème côté
Q219 (valeur parallèle à l'axe
auxiliaire du plan d'usinage): Introduire la largeur de la
rainure; si l'on a introduit une largeur de rainure égale
au diamètre de l'outil, la TNC n'effectue que
l'ébauche (fraisage d'un trou oblong)
Attention, risque de collision!
Avec le paramètre-machine displayDepthErr, vous
définissez si la TNC doit délivrer un message d'erreur (on)
ou ne pas en délivrer (off) en cas d'introduction d'une
profondeur positive.
Vous ne devez pas perdre de vue que la TNC inverse le
calcul de la position de pré-positionnement si vous
introduisez une profondeur positive. L'outil se déplace
donc dans l'axe d'outil, en avance rapide, jusqu’à la
distance d'approche en dessous de la surface de la pièce!
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q21
9
Q218
Q217
Q216
Q224