Centrage (cycle 240) – HEIDENHAIN TNC 320 (340 55x-03) Manuel d'utilisation
Page 215
HEIDENHAIN TNC 320
215
8.2 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
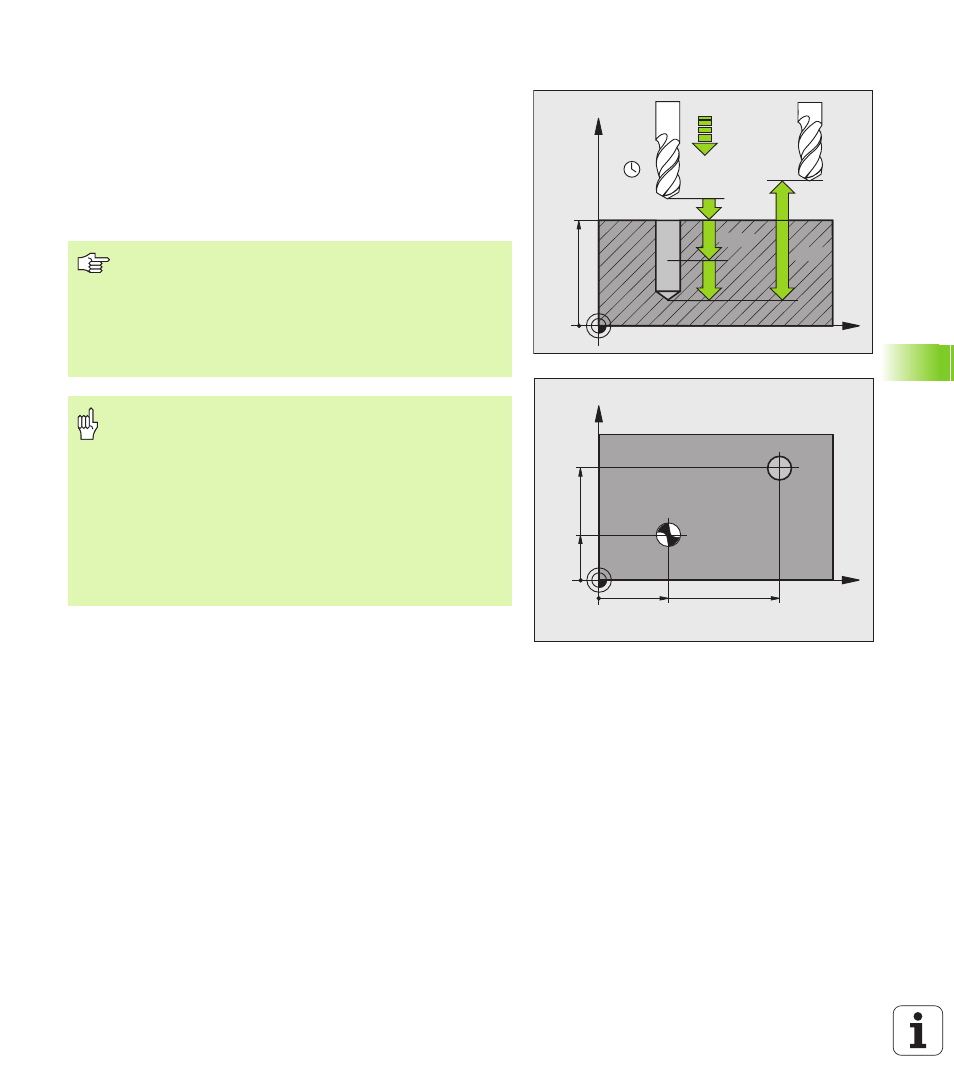
CENTRAGE (cycle 240)
1
La TNC positionne l'outil dans l'axe de broche en avance rapide
FMAX
, à la distance d'approche, au-dessus de la surface de la pièce
2
L'outil centre selon l'avance F programmée jusqu’au diamètre de
centrage ou jusqu’à la profondeur de centrage indiqué(e)
3
L'outil effectue une temporisation (si celle-ci a été définie) au fond
du centrage
4
Pour terminer, l'outil se déplace avec FMAX jusqu'à la distance
d'approche ou – si celui-ci est introduit – jusqu'au saut de bride
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
30
X
Y
20
80
50
Programmer la séquence de positionnement du point
initial (centre du trou) dans le plan d’usinage avec
correction de rayon R0.
Le signe du paramètre de cycle Q344 (diamètre) ou Q201
(profondeur) définit le sens de l'usinage. Si vous
programmez le diamètre ou la profondeur = 0, la TNC
n'exécute pas le cycle.
Avec le paramètre-machine displayDepthErr, vous
définissez si la TNC doit délivrer un message d'erreur (on)
ou ne pas en délivrer (off) en cas d'introduction d'une
profondeur positive.
Attention, risque de collision!
Vous ne devez pas perdre de vue que la TNC inverse le
calcul de la position de pré-positionnement si vous
introduisez un diamètre positif ou une profondeur
positive. L'outil se déplace donc dans l'axe d'outil, en
avance rapide, jusqu’à la distance d'approche en dessous
de la surface de la pièce!