HEIDENHAIN TNC 320 (340 55x-03) Manuel d'utilisation
Page 238
238
8 Programmation: Cycles
8.2 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
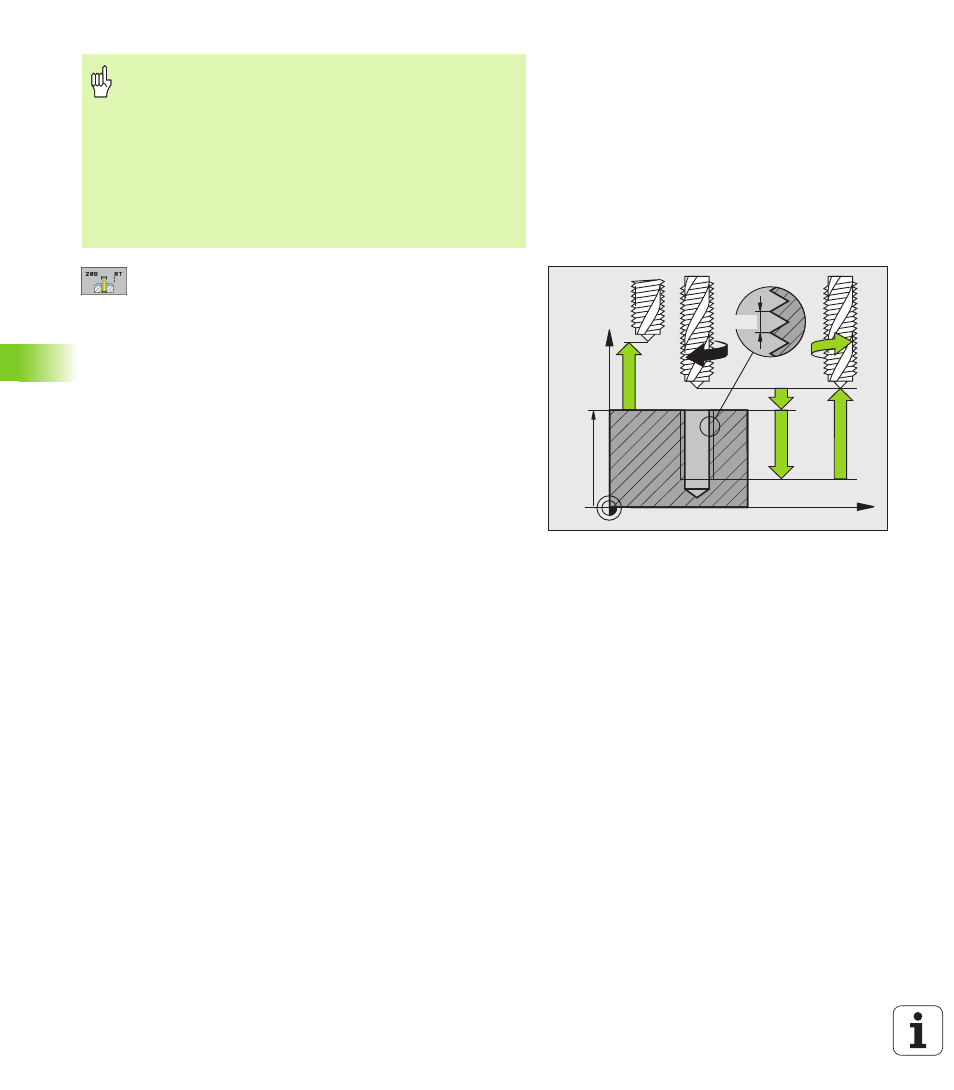
Distance d'approche
Q200 (en incrémental): Distance
entre la pointe de l'outil (position initiale) et la surface
de la pièce
Profondeur de filetage
Q201 (en incrémental):
Distance entre la surface de la pièce et la fin du filet
Pas de vis
Q239
Pas de la vis. Le signe détermine le sens du filet vers
la droite ou vers la gauche:
+ = filet à droite
– = filet à gauche
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée de la surface de la pièce
Saut de bride
Q204 (en incrémental): Coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (matériels de serrage)
Profondeur de perçage pour brise-copeaux
Q257
(en incrémental): Passe à l'issue de laquelle la TNC
exécute un brise-copeaux
Avec le paramètre-machine displayDepthErr, vous
définissez si la TNC doit délivrer un message d'erreur (on)
ou ne pas en délivrer (off) en cas d'introduction d'une
profondeur positive.
Attention, risque de collision!
Vous ne devez pas perdre de vue que la TNC inverse le
calcul de la position de pré-positionnement si vous
introduisez une profondeur positive. L'outil se déplace
donc dans l'axe d'outil, en avance rapide, jusqu’à la
distance d'approche en dessous de la surface de la pièce!
Z
X
Q203
Q204
Q200
Q201
Q239