HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuel d'utilisation
Page 48
Axe Y
48
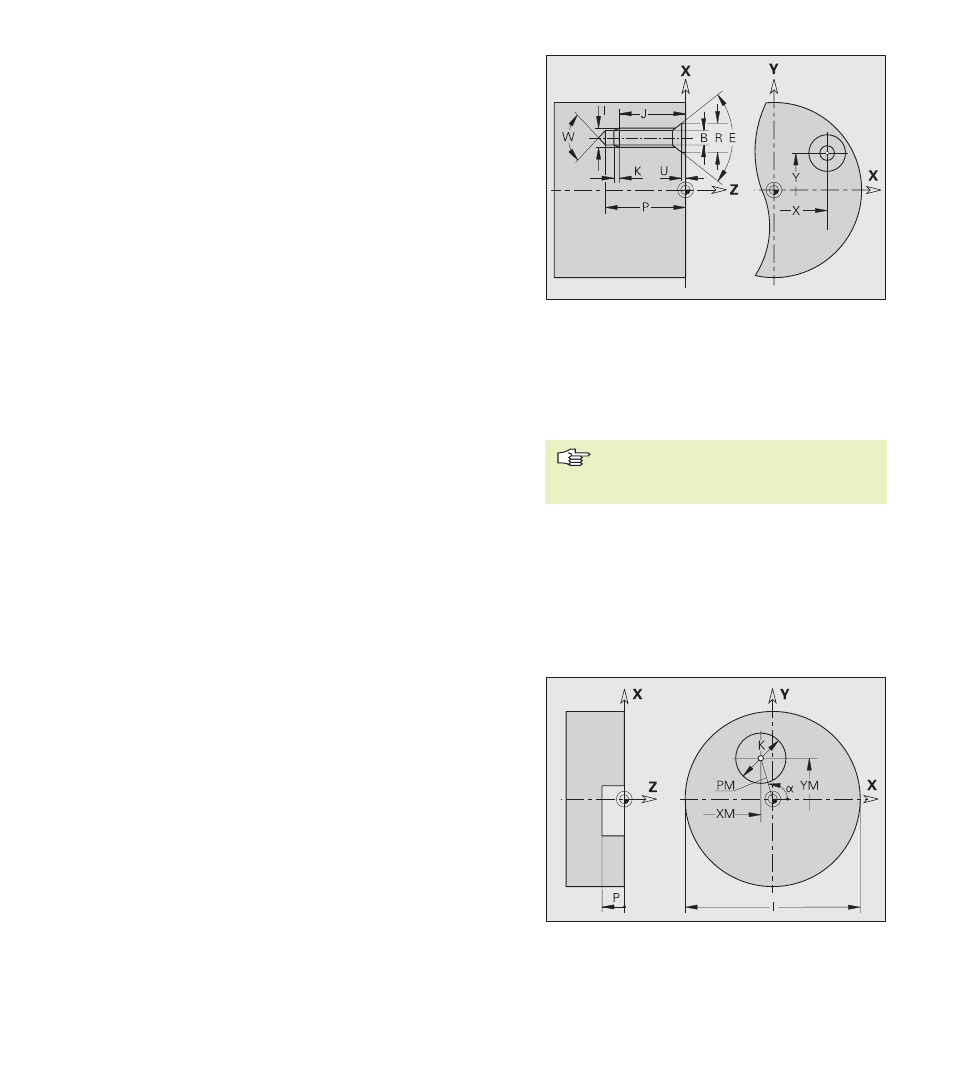
Trou indépendant
Paramètres „Point de référence“
XM(X), YM(Y): Centre du trou en coordonnées cartésiennes (cote de
rayon X)
α, PM: Centre du trou en coordonnées polaires (référence angle α:
axe X positif)
Le „trou“ peut comporter les éléments suivants:
■
Centrage
■
Plongée
■
Lamage
■
Filet
Définition du perçage
Paramètres pour le „centrage“
O:
Diamètre de centrage
Paramètres pour la „plongée“
B:
Diamètre de perçage
P:
Profondeur de perçage (profondeur du trou et lamage –
sans pointe de perçage et de centrage)
W:
Angle de pointe
■
W=0°: signification spéciale „avance réduite (V=1)“
■
W>0°: angle de pointe
Ajustement: H6...H13 ou „sans ajustement“
Paramètres pour le „lamage“
R:
Diamètre de lamage
U:
Profondeur de lamage
E:
Angle de lamage
4.1
.2 Cont
ours dans le plan XY (face fr
ontale et ar
ri
è
re)
Cercle (cercle entier)
Paramètres
XM(X), YM(Y): Centre en coordonnées cartésiennes (cote de rayon
XM)
α, PM: Centre en coordonnées polaires (référence angle α: axe X
positif)
K:
Diamètre du cercle ou rayon
P:
Profondeur de la figure
Paramètres pour le „filet“
I:
Diamètre nominal
J:
Profondeur du filet
K:
Attaque du filet (longueur en sortie)
F:
Pas de vis
Type de filet: filet à droite/à gauche
Si vous programmez „angle de pointe
W=0°“, la CAP génère une „avance
réduite (V=1)“ pour le cycle de perçage.