4 cycles de fraisage – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuel d'utilisation
Page 32
Axe Y
32
2.3.4 Cycles de fraisage
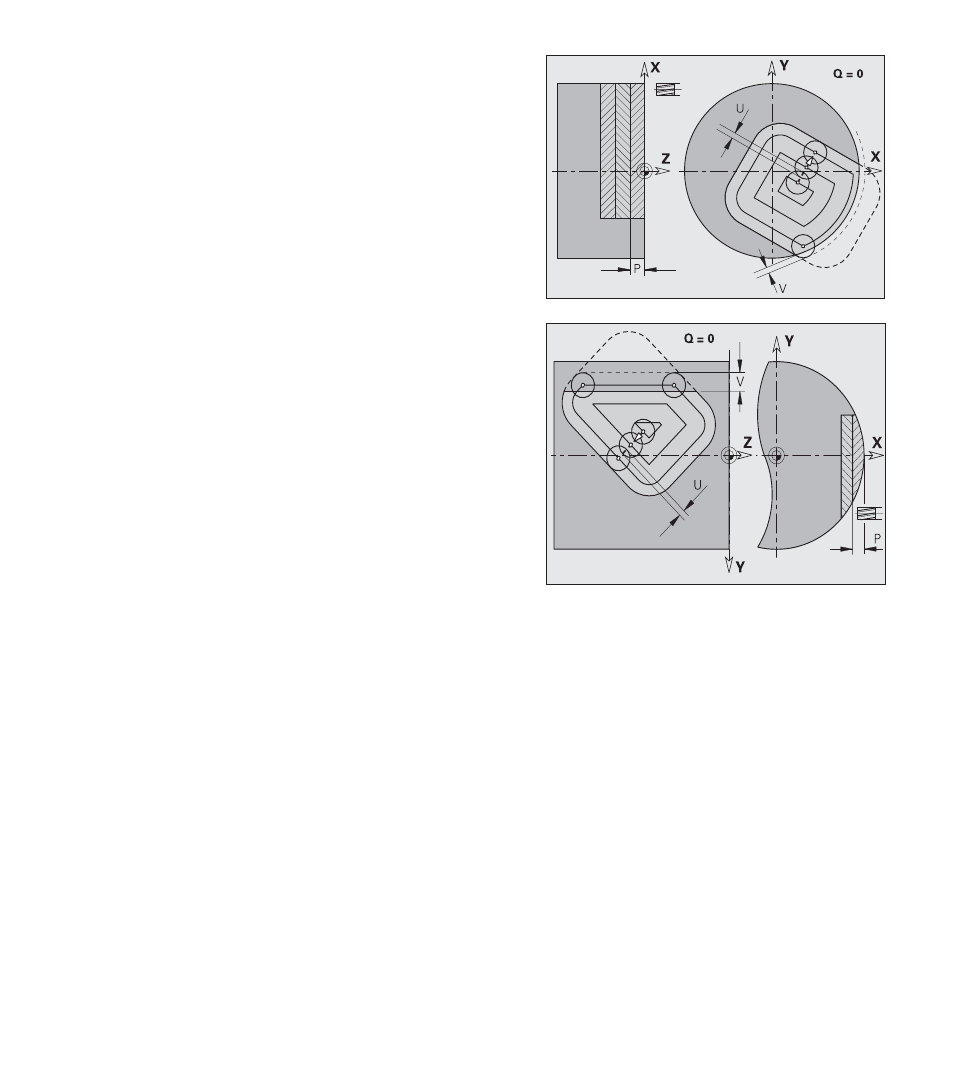
Fraisage de poches, finition G846
G846 effectue la finition de contours et figures fermés définis dans
le plan XY ou YZ et faisant partie des sections:
■
FRONT_Y
■
FACE_ARR._Y
■
POURTOUR_Y
Opérations d'usinage avec l'axe C: cf. Manuel d'utilisation „
4.8.15
Cycles de fraisage“
„U“ définit le recouvrement des trajectoires de fraisage. „V“ définit
la valeur en fonction de laquelle la fraise doit dépasser le rayon ex-
terne (référence: diamètre de la fraise).
Vous agissez sur le sens de fraisage avec le „sens de déroulement
du fraisage H“, le „sens d'usinage Q“, et le sens de rotation de la
fraise (cf. Manuel d'utilisation „
4.8.15 Cycles de fraisage“).
Exécution du cycle
1 Position initiale (X, Y, Z, C) correspondant à la position avant le
cycle
2 calcule la répartition des passes (passes surfaces de fraisage,
passes fraisage en profondeur)
3 déplace l'outil à la distance de sécurité et plonge pour la
première profondeur de fraisage
4 fraise la surface
5 relève l'outil à la distance de sécurité, se déplace et plonge pour
la profondeur de fraisage suivante
6 répète 4...5 jusqu'à ce que la totalité de la surface soit fraisée
7 rétracte l'outil en fonction du „plan de retrait J“
Paramètres
NS:
Numéro de séquence – référence à la définition du contour
P:
Profondeur de fraisage (max.) (plongée sur le plan de
fraisage)
R:
Rayon de l'arc de cercle d'approche/de sortie – par défaut: 0
■
R=0: élément de contour abordé directement; plongée au
point d'approche, au dessus du plan de fraisage – puis
plongée verticale en profondeur
■
R>0: la fraise se déplace sur un arc de cercle d'approche/
de sortie qui se raccorde par tangentement à l'élément de
contour
U:
Facteur (min.) de recouvrement (recouvrement =
U*diamètre de la fraise) – par défaut: 0,5
V:
Facteur de dépassement (si le contour de fraisage dépasse
le contour de tournage)
■
0: le contour défini sera fraisé en totalité
■
0 < V † 1: dépassement = V*diamètre de la fraise
H:
Sens de déplacement de la fraise – par défaut: 0
■
H=0: en opposition
■
H=1: en avalant
F:
Avance de plongée (pour plongée en profondeur) – par
défaut: avance active
E:
Avance réduite pour éléments circulaires –
pas d'introduction: avance en cours
J:
Plan de retrait – pas d'introduction: l'outil
retourne à la position initiale
■
plan XY: position de retrait dans le sens Z
■
plan YZ: position de retrait dans le sens X
(cote de diamètre)
Q:
Sens d'usinage – par défaut: 0
■
Q=0: de l'intérieur vers l'extérieur
■
Q=1: de l'extérieur vers l'intérieur