3 déplacements linéaires et cir culaires simples – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuel d'utilisation
Page 26
Axe Y
26
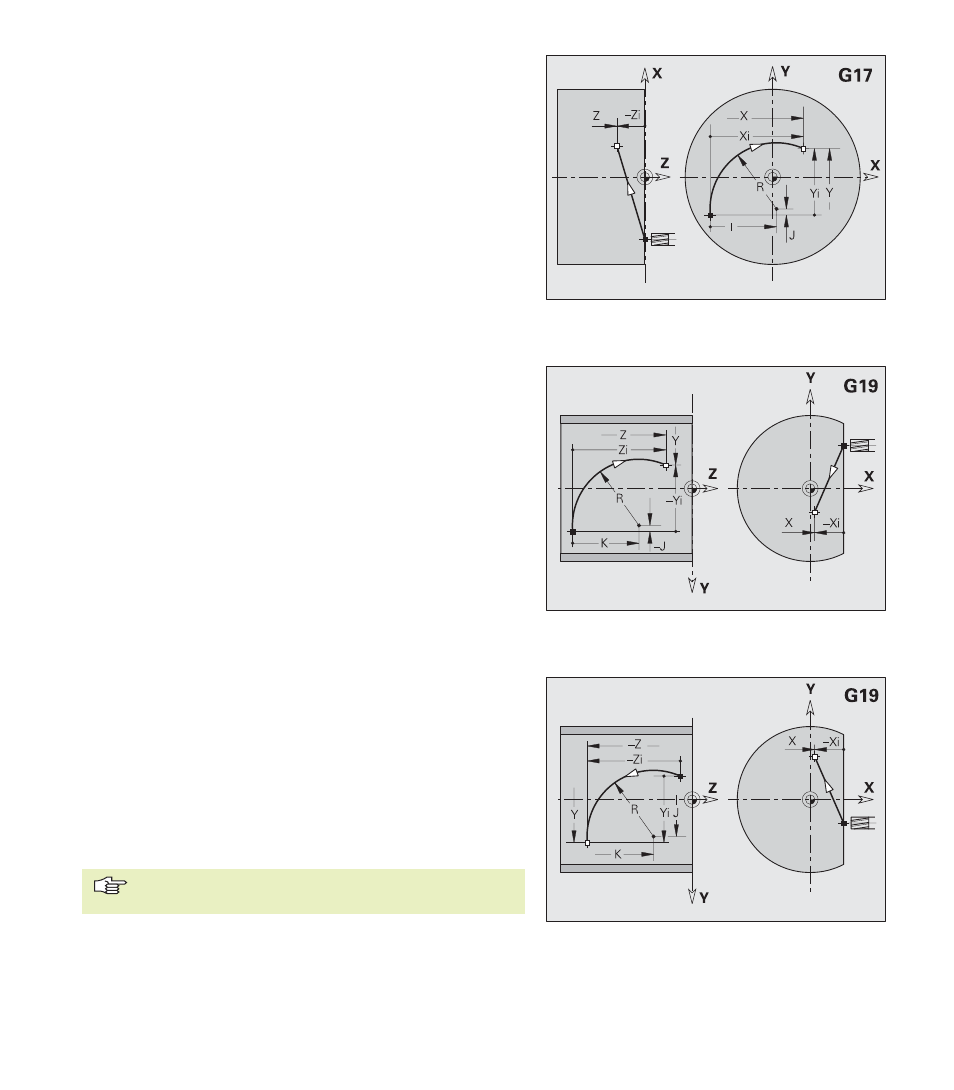
Déplacement circulaire – Fraisage
G2, G3 – cotation incrémentale du centre, G12, G13 – cotation
absolue du centre
L'outil se déplace selon l'avance de travail sur une trajectoire
circulaire jusqu'au „point final”. Sens de rotation de G2, G3 ou G12,
G13: cf. figure d'aide.
„Chanfrein/arrondi B“ définit la transition vers l'élément de contour
suivant. Programmez le point final théorique de l'élément de
contour si vous indiquez un chanfrein/arrondi.
Le „point d'intersection Q“ définit le point final si l'arc de cercle
coupe une droite un arc de cercle et si le point final n'est pas défini.
Si le centre du cercle n'a pas été programmé, la CNC PILOT calcule
le centre correspondant à l'arc de cercle le plus court.
L'avance spéciale est valable pour le chanfrein/l'arrondi.
G2/G3 ou G12/G13 sont exécutées en fonction du plan d'usinage:
G17
■
interpolation dans le plan XY
■
passe dans le sens Z
■
définition du centre: avec I, J
G18
■
interpolation dans le plan XZ
■
passe dans le sens Y
■
définition du centre: avec I, K
G19
■
interpolation dans le plan YZ
■
passe dans le sens X
■
définition du centre: avec J, K
Paramètres
X, Y, Z: Point final (cote de diamètre X)
R:
Rayon
Q:
Point d'intersection – par défaut: 0
■
Q=0: point d'intersection éloigné
■
Q=1: point d'intersection proche
B:
Chanfrein/arrondi
■
B pas d'introduction: raccordement tangentiel
■
B=0: raccordement non tangentiel
■
B>0: rayon de l'arrondi
■
B<0: largeur du chanfrein
E:
Facteur d'avance spéciale (0 < E † 1) – par défaut: 1
(avance spéciale = avance active * E)
pour G2, G3:
I, J, K: Centre incrémental – (distance point initial – centre; I cote
de rayon)
pour G12, G13:
I, J, K: Centre absolu (I cote de rayon)
Programmation X, Y, Z: en absolu, en incrémental, avec
effet modal ou „?“
2.3.3 Déplacements linéaires et cir
culaires simples
Exemple: G2 – plan XY
Exemple: G2 – plan YZ
Exemple: G13 – plan YZ