HEIDENHAIN PT 855 for Turning Manuel d'utilisation
Page 8
I - 1
Principes de base pour les coordonnées de positions
POSITIP 855
Guide de l'utilisateur
9
Principes de base pour les coordonnées de positions
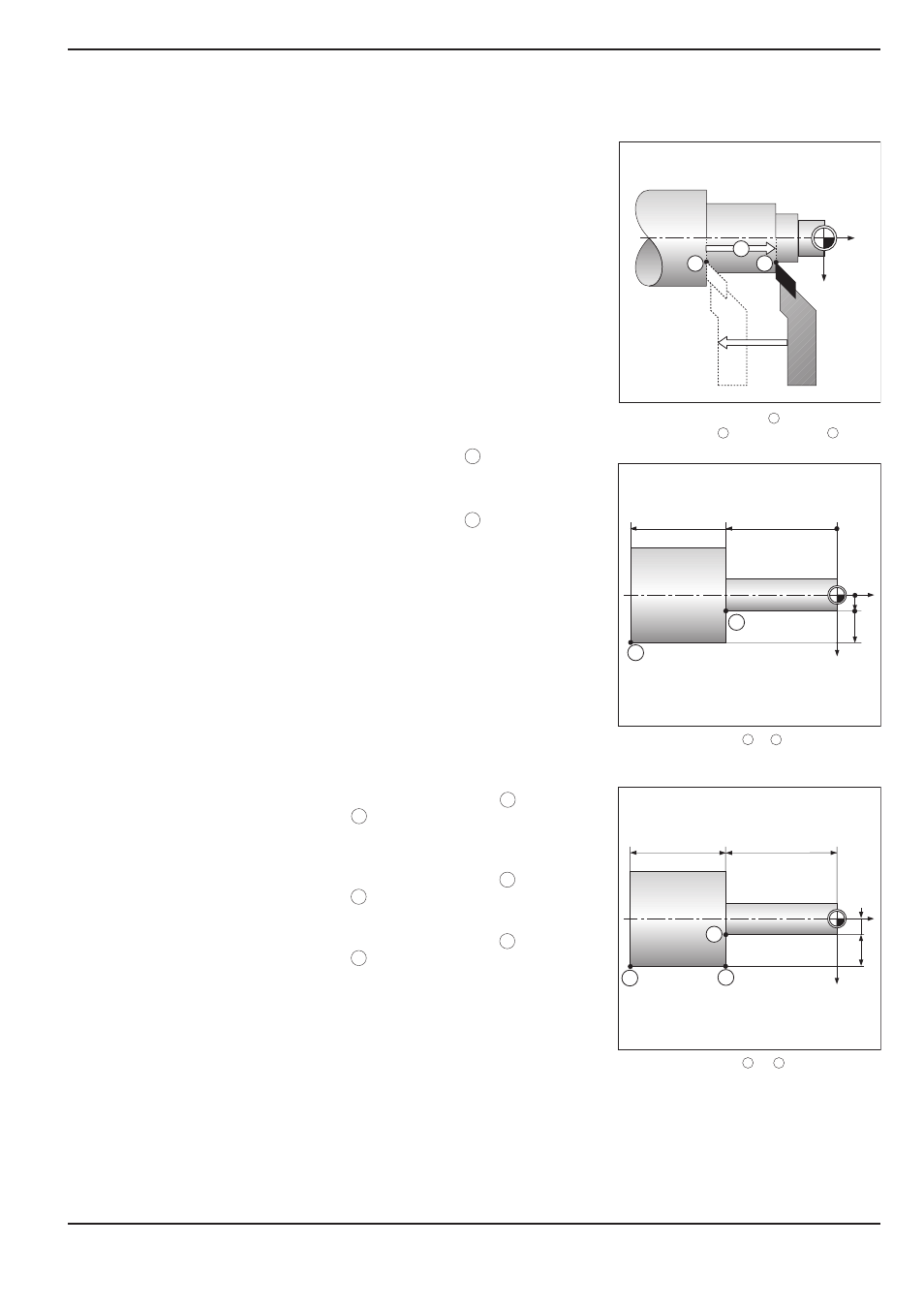
Position nominale, position effective et chemin restant
Les positions que doit atteindre l'outil sont appelées positions
nominales; la position à laquelle se trouve l'outil est appelée
position effective (fig. 6).
La course entre la position nominale et la position effective
correspond au chemin restant.
Signe pour le chemin restant
Le chemin restant est de signe positif lorsque l'on se déplace de la
position effective vers la position nominale dans le sens négatif de
l'axe.
Le chemin restant est de signe négatif lorsque l'on se déplace de
la position effective vers la position nominale dans le sens positif
de l'axe.
Positions absolues de la pièce
Chaque position sur la pièce est définie clairement pas ses
coordonnées absolues (fig. 7).
Exemple: Coordonnées absolues de la position
1
:
X
=
5 mm
Z
= –35 mm
Coordonnées absolues de la position
2
:
X
=
15 mm
Z
= –65 mm
Si vous désirez usiner d'après les cotes du plan en coordonnées
absolues, vous déplacez alors l'outil jusqu'aux coordonnées.
Positions incrémentales de la pièce
Une position peut aussi se référer à la position nominale
précédente (fig. 8). Le point zéro pour la cotation est situé au
niveau de la position nominale précédente. On parle alors de
coordonnées incrémentales (incrément = accroissement), ou bien
encore de cote incrémentale (dans la mesure où la position est
donnée par une série de cotes successives).
Les coordonnées incrémentales sont désignées par
I
.
Exemple: Coordonnées incrémentales de la position
3
se
référant à la position
1
I
X =
10 mm
I
Z =
0 mm
Coordonnées incrémentales de la position
2
se
référant à la position
3
I
Z = –30 mm
Coordonnées incrémentales de la position
2
se
référant à la position
1
I
X =
10 mm
I
Z = –30 mm
Si vous désirez travailler d'après les cotes du plan en cotation
incrémentale, vous déplacez alors l'outil de la valeur de la cote.
Signe pour la cotation incrémentale
Une cotation incrémentale est de signe positif lorsque l'on se
déplace dans le sens positif de l'axe.
Une cotation incrémentale est de signe négatif lorsque l'on se
déplace dans le sens négatif de l'axe.
2
Z
X
15
5
35
65
1
0
Z
X
1
10
5
35
30
2
3
I
S
Z
X
R
Fig. 7:
Les positions
1
et
2
sont des
„positions absolues pièce“
Fig. 8:
Les positions
1
et
3
sont des
„positions incrémentales pièce“
Fig. 6:
Position nominale
S
, position
effective
I
et chemin restant
R