Position nominale – HEIDENHAIN PT 855 for Turning Manuel d'utilisation
Page 30
I - 3
Programmation du POSITIP
POSITIP 855
Guide de l'utilisateur
31
Introduction de séquences de programme
Z
1
X
15
2
3
4
20
65
0
5
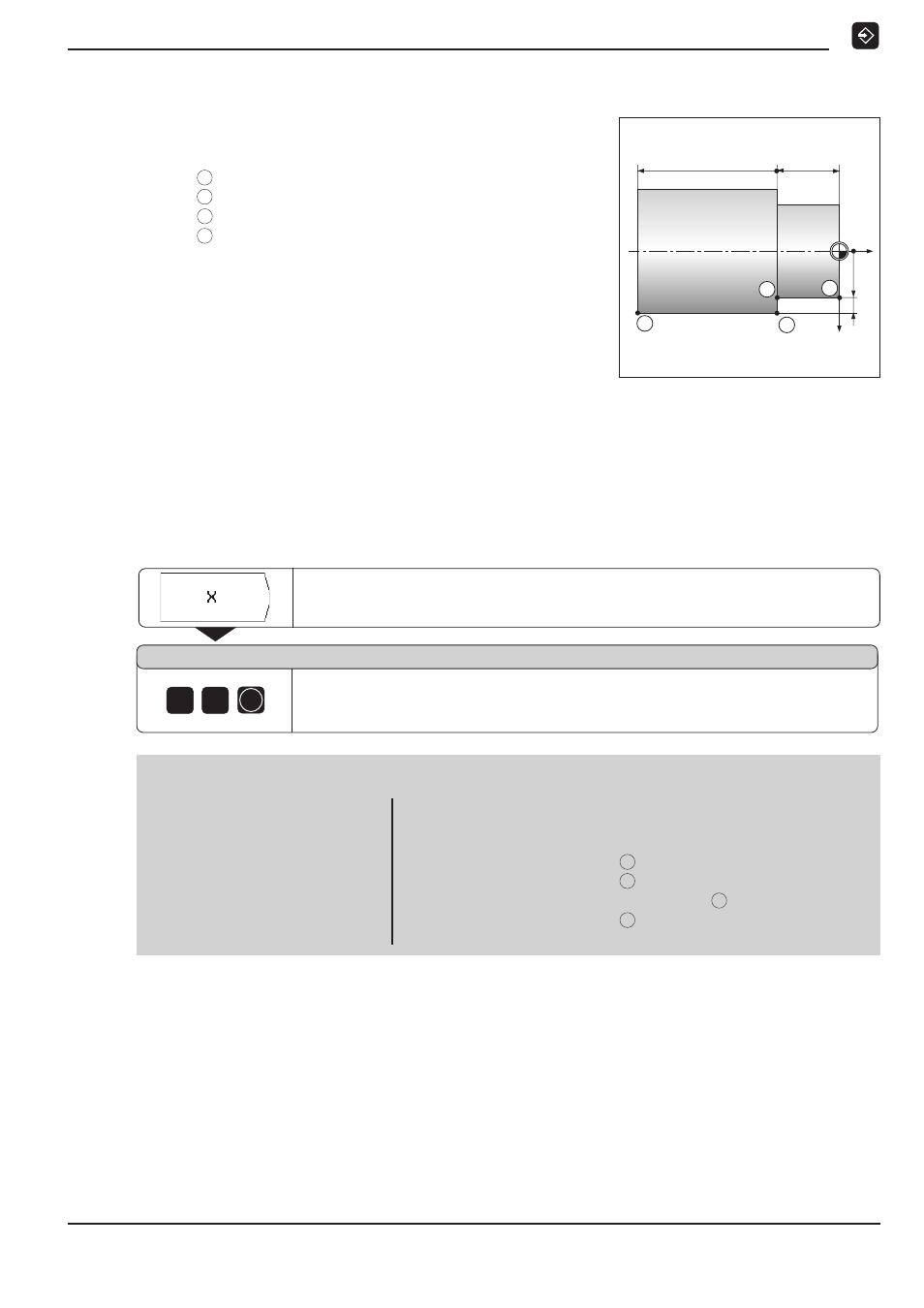
Exemple de programme: Tournage d'un épaulement
Le point de référence est le point zéro pièce.
Position
1
Z
=
0 mm
X
= 15 mm
Position
2
Z
= –20 mm
X
= 15 mm
Position
3
Z
= –20 mm
I
X = +5 mm
Position
4
Z
= –65 mm
X
= 20 mm
Résumé des phases de programmation
➤
➤
➤
➤
➤ Dans le menu principal
MEMORISATION DE PROGRAMME
,
sélectionnez le sommaire des programmes à partir de lasoftkey
numéro de PGM
.
➤
➤
➤
➤
➤ Introduisez le numéro du programme désiré et appuyez sur la
touche ENT.
➤
➤
➤
➤
➤ Dans le menu principal
MEMORISATION DE PROGRAMME
,
sélectionnez
Introduction de PGM
.
➤
➤
➤
➤
➤ Introduisez manuellement les positions nominales.
Exécuter un programme terminé
Vous exécutez un programme terminé dans le mode de
fonctionnement
EXECUTION DE PROGRAMME
(cf. chapitre I - 4)
.
Exemple d'introduction:
Introduire une position nominale dans
un programme (ici: séquence 3)
1
5
ENT
Séquences de programme
0
BEGIN PGM 10
MM
Début du programme, numéro du programme et unité de mesure
1
X+50.000
Prépositionner l'outil sur l'axe X
2
Z+20.000
Prépositionner l'outil sur l'axe Z
3
X+15.000
Coordonnée X de la position
1
4
Z–20.000
Coordonnée Z de la position
2
5
IX+5.000
Coordonnée incrémentale X de la position
3
6
Z–65.000
Coordonnée Z de la position
4
7
END PGM 10
MM
Fin du programme, numéro du programme et unité de mesure
Position nominale
?
Sélectionner l'axe de coordonnées (axe X ).
Introduire la valeur de la position nominale ( X = 15 mm ). Valider
l'introduction. La position nominale introduite se trouve être maintenant la
séquence actuelle entre les deux lignes en pointillé.