HEIDENHAIN PT 855 for Turning Manuel d'utilisation
Page 39
I - 3
Programmation du POSITIP
40
Guide de l'utilisateur
POSITIP 855
Sous-programmes et répétitions de partie de programme
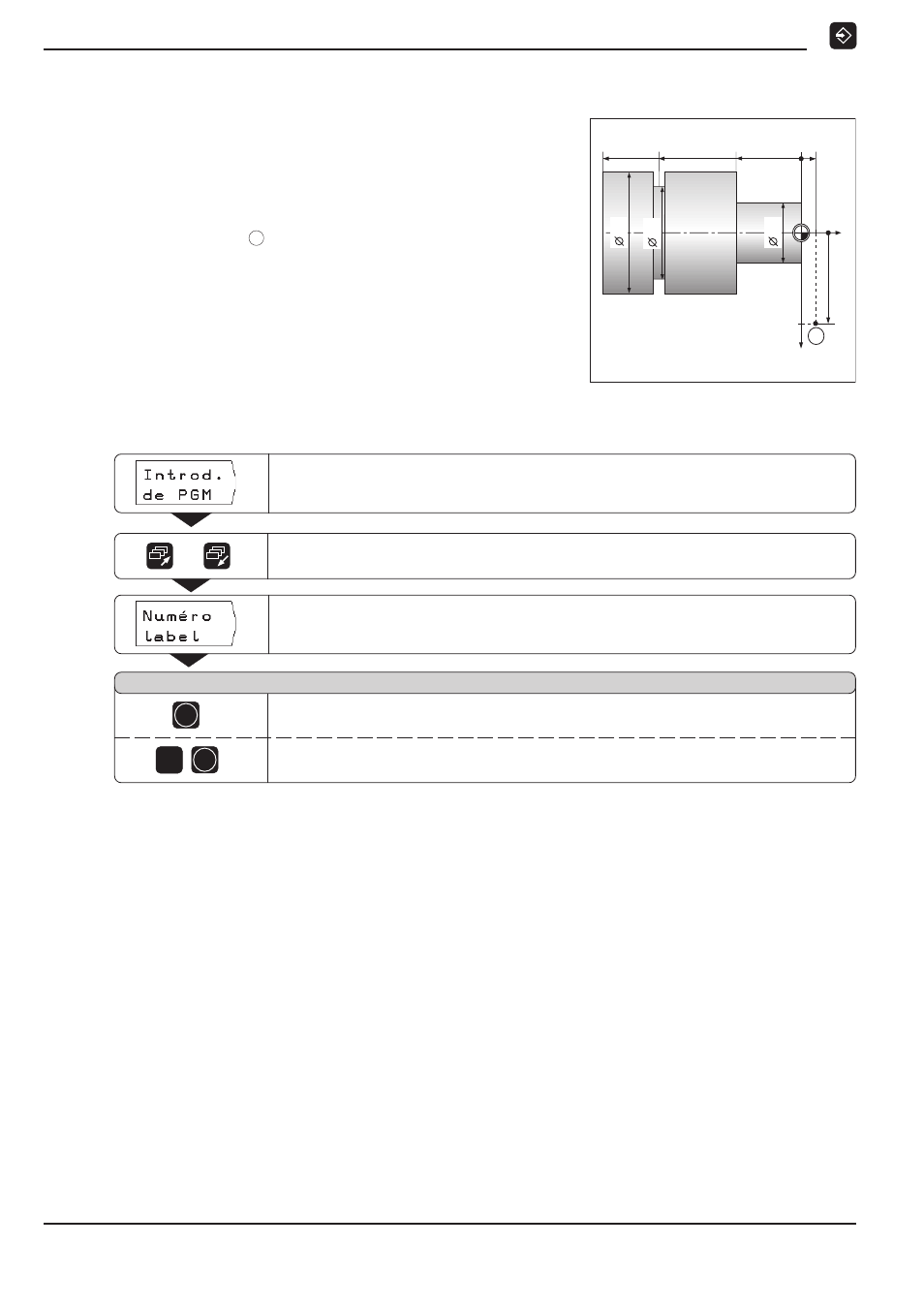
Exemple de programme: Sous-programme pour le changement d'outil
Les coordonnées de la position de changement d'outil sont écrites
dans un sous-programme. Pour effectuer le changement d'outil, il
suffit alors d'appeler ce sous-programme.
Coordonnées de la position de
changement d'outil
W
:
X = +30 mm
Z =
+5 mm
Remarque relative à l'exemple de programme:
Pour usiner l'encoche, le changement d'outil fait appel à un outil de
tournage (largeur = 4 mm). Une fois l'encoche usinée, l'outil
retourne à la position de changement d'outil.
/
ENT
9
ENT
30
20
W
X
Z
50
70
0
5
20
40
30
Feuilleter jusqu'au deuxième menu de softkeys.
Sélectionner
Introduction de PGM
.
Initialiser une marque de programme (
LBL
) pour un sous-programme.
Le POSITIP propose le
numéro de label
libre immédiatement inférieur.
Exemple: Initialiser un label pour un sous-programme
Mode de fonctionnement:
MEMORISATION DE PROGRAMME
Introduire le
numéro de label
( 9 ). Valider l'introduction.
Le label
LBL 9
initialisé apparaît dans la séquence actuelle.
Grâce à ce label, le début d'un sous-programme (ou d'une répé-
tition de partie de programme) est maintenant marqué. Vous
introduisez les séquences pour le sous-programme à la suite de la
séquence
LBL
.
Label 0 (
LBL 0
) désigne toujours la fin d'un sous-programme!
Prendre en compe le
numéro de label
.
Numéro de label ?