Introduction – HEIDENHAIN iTNC 530 (60642x-04) Manuel d'utilisation
Page 532
532
Programmation : usinage multiaxes
12.6 Cor
rection d'outil tr
idimensi
onnelle (option de logiciel 2)
12.6 Correction d'outil
tridimensionnelle (option de
logiciel 2)
Introduction
La TNC peut appliquer une correction d'outil tridimensionnelle
(correction 3D) sur des séquences linéaires. En plus des coordonnées
X, Y et Z du point final de la droite, ces séquences doivent également
contenir les composantes NX, NY et NZ du vecteur normal à la surface
(voir „Définition d'un vecteur normé” à la page 533)
Si vous souhaitez, en plus, incliner l'outil ou appliquer une correction
de rayon tridimensionnelle, ces séquences doivent également
contenir un vecteur normé dont les composantes TX, TY et TZ
définissent l'orientation de l'outil (voir „Définition d'un vecteur normé”
à la page 533).
Un système FAO doit calculer le point final de la droite, les
composantes de la normale à la surface ainsi que les composantes
d'orientation de l'outil.
Possibilités d'utilisation
Utilisation d'outils dont les dimensions sont différentes de celles
utilisées dans le système FAO (correction 3D sans définition de
l'inclinaison d'outil)
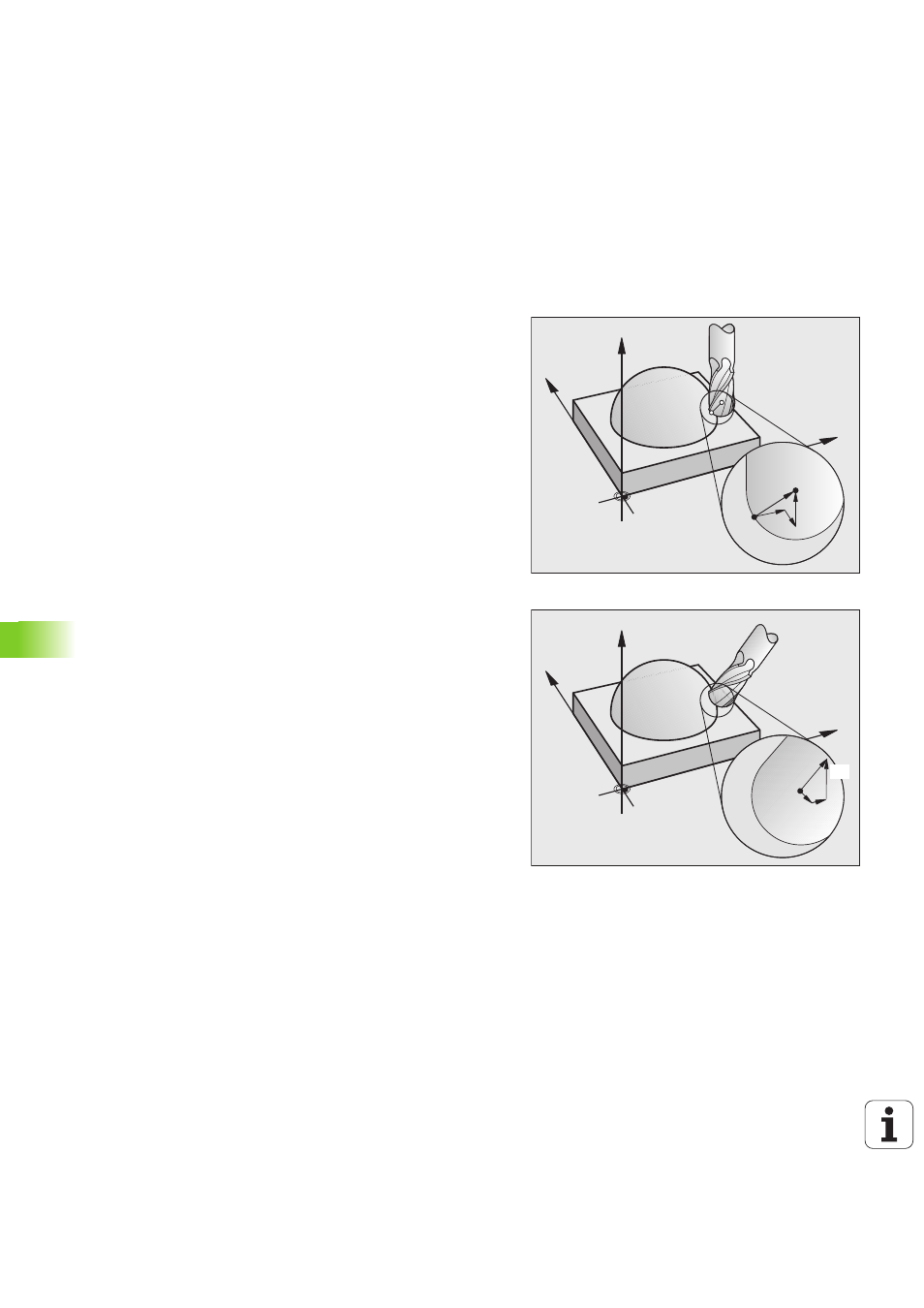
Fraisage en bout : correction de la géométrie de la fraise dans la
direction des normales de surface (correction 3D sans et avec
définition de l'orientation d'outil). L'usinage est réalisé en premier
lieu avec le bout de l'outil
Fraisage en roulant : correction du rayon de la fraise, perpendiculaire
au sens de l'outil (correction de rayon tridimensionnelle avec
définition de l'orientation d'outil). L'usinage est réalisé en premier
lieu avec la périphérie de l'outil
Z
Y
X
P
T
NZ
P
NX
NY
Z
Y
X
TX
TY
TZ