Positions importantes en approche et en sortie, 3 appr oc he et sor tie du cont our – HEIDENHAIN iTNC 530 (60642x-04) Manuel d'utilisation
Page 228
228
Programmation : programmer des contours
6.3 Appr
oc
he et sor
tie du cont
our
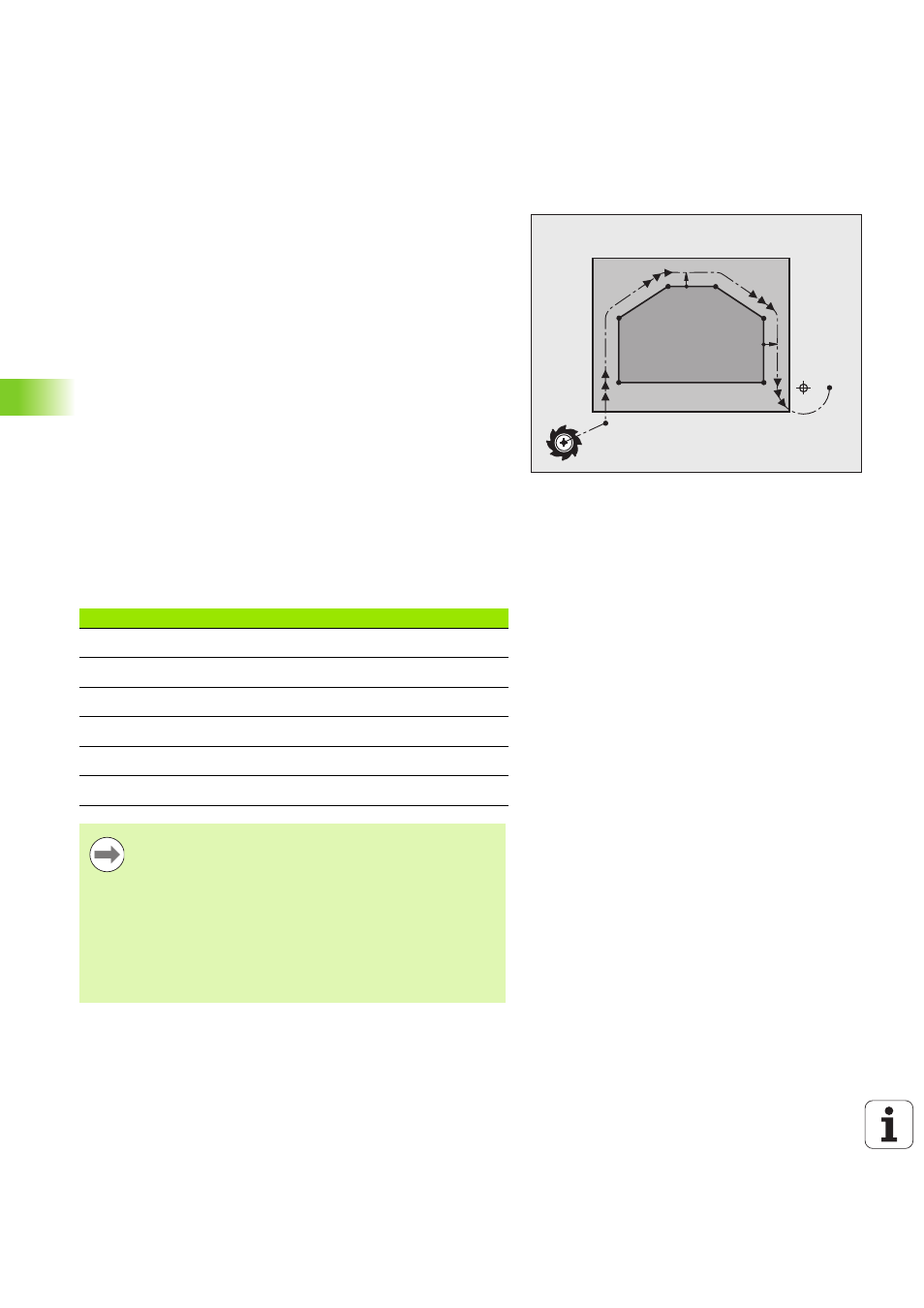
Positions importantes en approche et en sortie
Point initial P
S
Programmez cette position immédiatement avant la séquence
APPR. P
s
est situé à l'extérieur du contour et est accosté sans
correction de rayon (R0).
Point auxiliaire P
H
Pour certaines formes de contours, l'approche et la sortie du
contour passent par un point auxiliaire P
H
que la TNC calcule à partir
des données figurant dans les séquences APPR et DEP. La TNC
déplace l'outil de la position actuelle au point auxiliaire P
H
avec la
dernière avance programmée. Si vous avez programmé FMAX
(avance rapide) dans la dernière séquence de positionnement avant
la fonction d'approche, la TNC accoste également le point auxiliaire
P
H
en avance rapide
Premier point du contour P
A
et dernier point du contour P
E
Programmez le premier point du contour P
A
dans la séquence APPR
et le dernier point du contour P
E
avec n'importe quelle fonction de
contournage. Si la séquence APPR contient aussi la coordonnée Z,
la TNC déplace l'outil d'abord dans le plan d'usinage à P
H
, puis dans
l'axe d'outil à la profondeur programmée.
Point final P
N
La position P
N
est située hors du contour et dépend des données de
la séquence DEP. Si DEP contient également la coordonnée Z, la
TNC déplace l'outil d'abord dans le plan d'usinage à P
H
, puis dans
l'axe d'outil à la hauteur programmée.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
Abréviation
Signification
APPR
angl. APPRoach = approche
DEP
angl. DEParture = départ
L
angl. Line = droite
C
angl. Circle = cercle
T
tangentiel (transition douce, continue)
N
normale (perpendiculaire)
Lors du déplacement de la position courante au point
auxiliaire P
H
, la TNC ne contrôle pas si le contour peut être
endommagé. Vérifiez-le avec le test graphique!
Avec les fonctions APPR LT, APPR LN et APPR CT, la TNC
déplace l'outil de la position initiale au point auxiliaire P
H
avec la dernière avance/avance rapide programmée. Avec
APPR LCT, la TNC déplace l'outil du point auxiliaire P
H
avec l'avance programmée dans la séquence APPR. Si
aucune avance n'a été programmée avant la séquence
d'approche, la TNC délivre un message d'erreur.