HEIDENHAIN iTNC 530 (60642x-04) Manuel d'utilisation
Page 224
224
Programmation : programmer des contours
6.2 Pr
incipes de base des f
onctions de cont
our
nag
e
Introduction de plus de trois coordonnées
La TNC peut commander jusqu'à 5 axes simultanément (option
logicielle) Lors d'un usinage sur 5 axes, la commande déplace
simultanément, par exemple, 3 axes linéaires et 2 axes rotatifs.
Le programme pour ce type d’usinage est habituellement créé par un
système de FAO et ne peut pas être créé sur la machine.
Exemple :
Cercles et arcs de cercle
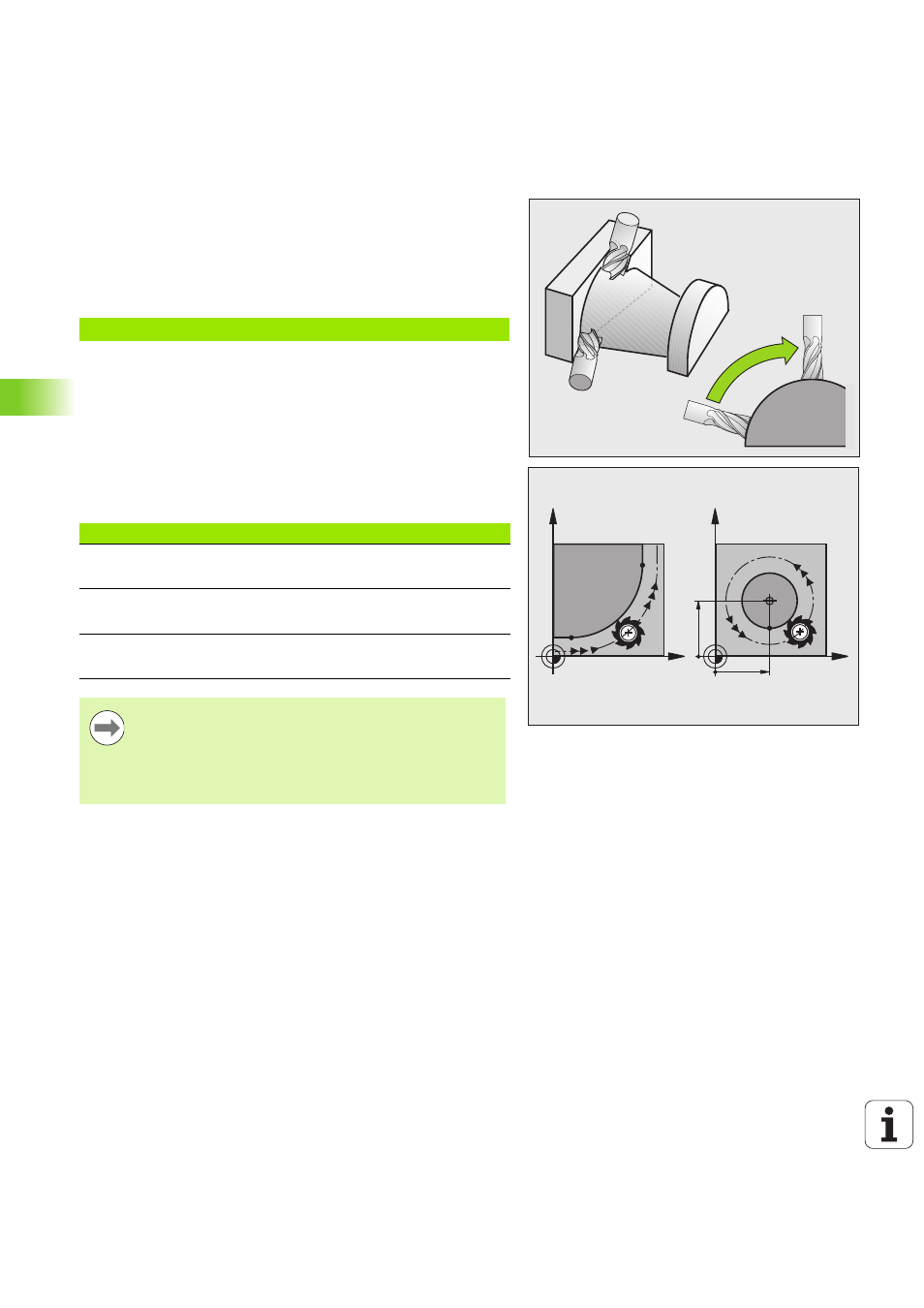
Pour les déplacements circulaires, la TNC déplace simultanément
deux axes de la machine : l'outil se déplace par rapport à la pièce sur
une trajectoire circulaire. Pour les déplacements circulaires, vous
pouvez introduire un centre de cercle CC.
Les fonctions de contournage des arcs de cercle permettent de
réaliser des cercles dans les plans principaux : c'est l'axe de broche
programmé dans l'appel d'outil TOOL CALL qui définit le plan
principal :
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
X
Y
X
Y
CC
X
CC
Y
CC
Axe de broche
Plan principal
Z
XY, également
UV, XV, UY
Y
ZX, également
WU, ZU, WX
X
YZ, également
VW, YW, VZ
Les cercles qui ne sont pas définis dans des plans
parallèles au plan principal sont programmés avec la
fonction "Inclinaison du plan d'usinage“ (voir Manuel
d'utilisation des cycles, cycle 19 PLAN D'USINAGE) ou
avec les paramètres Q (voir "Principe et vue d’ensemble
des fonctions", page 318).