9 filtrer les contours (fonction fcl 2), Fonction – HEIDENHAIN iTNC 530 (60642x-04) Manuel d'utilisation
Page 463
HEIDENHAIN iTNC 530
463
1
1
.9 Filtr
e
r les cont
ours (f
onction FCL 2)
11.9 Filtrer les contours (fonction
FCL 2)
Fonction
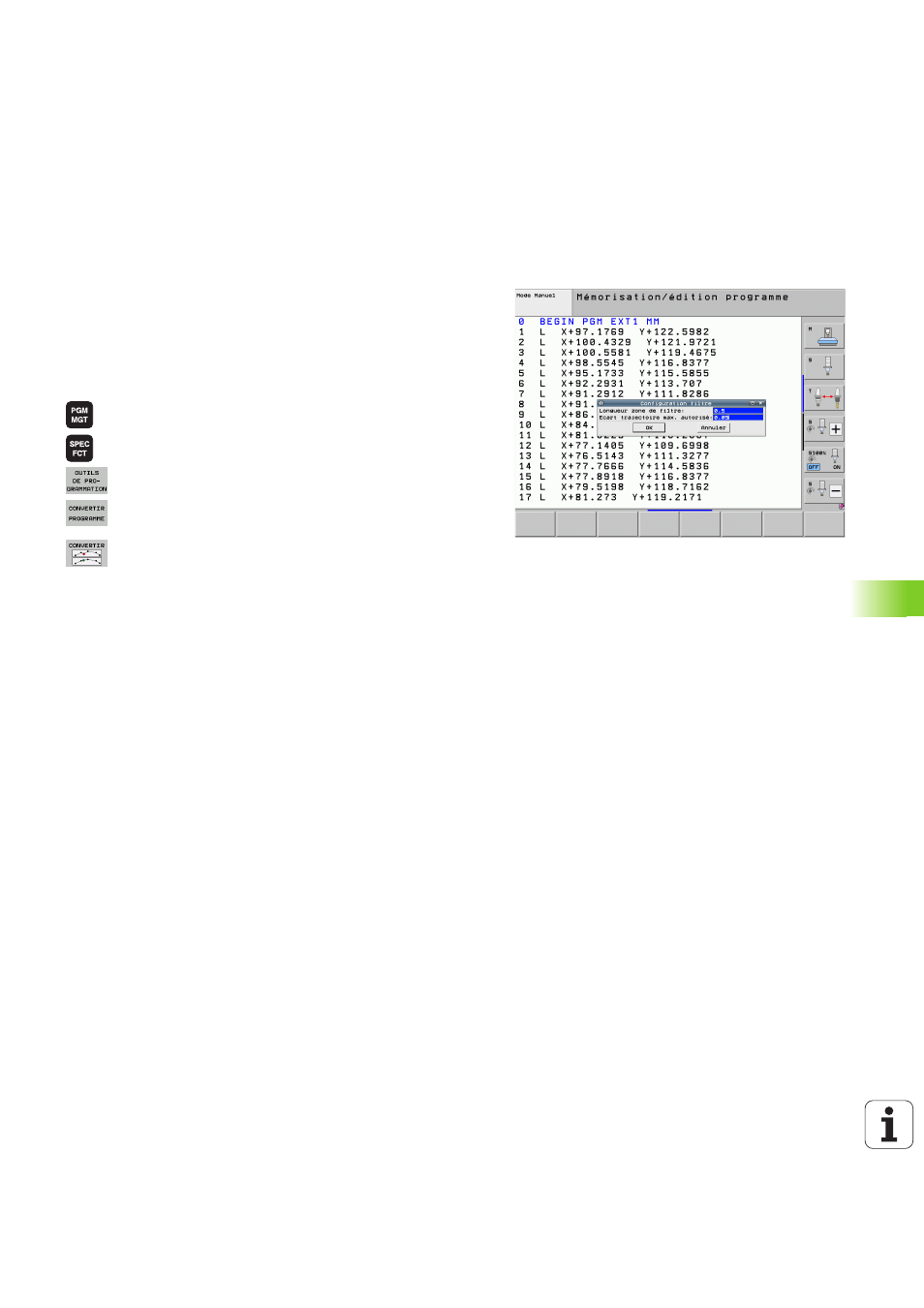
Cette fonction permet de filtrer les contours créés en programmation
automatique avec uniquement des séquences linéaires. Le filtre lisse
le contour et permet généralement d'obtenir un usinage plus rapide et
avec moins d'à-coups.
A partir du programme d'origine – et une fois le filtrage configuré – la
TNC génère un programme séparé contenant le contour filtré.
Sélectionner le programme que vous souhaitez filtrer
Sélectionner les fonctions spéciales
Sélectionner les outils de programmation
Sélectionner la barre de softkeys comportant les
fonctions de conversion de programmes
Sélectionner la fonction de filtrage : la TNC affiche une
fenêtre auxiliaire pour définir les paramètres de
filtrage
Introduire la longueur de la zone de filtre en mm (PGM
en inch : pouces). A partir du point concerné, la zone
de filtre définit la longueur réelle sur le contour
(devant et derrière le point) à l'intérieur de laquelle la
TNC doit filtrer les points, valider avec la touche ENT
Introduire l'écart de trajectoire max. autorisé (PGM en
inch : pouces). Le contour filtré ne doit pas excéder
cette tolérance par rapport au contour d'origine,
valider avec ENT