3 etalo n n ag e aut o mat ique des pièces – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 88
76
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.3 Etalo
n
n
ag
e
aut
o
mat
ique
des pièces
U
U
U
U
Sens déplacement 1
Q267: Sens de déplacement du
palpeur en direction de la pièce:
-1:Sens de déplacement négatif
+1:Sens de déplacement positif
U
U
U
U
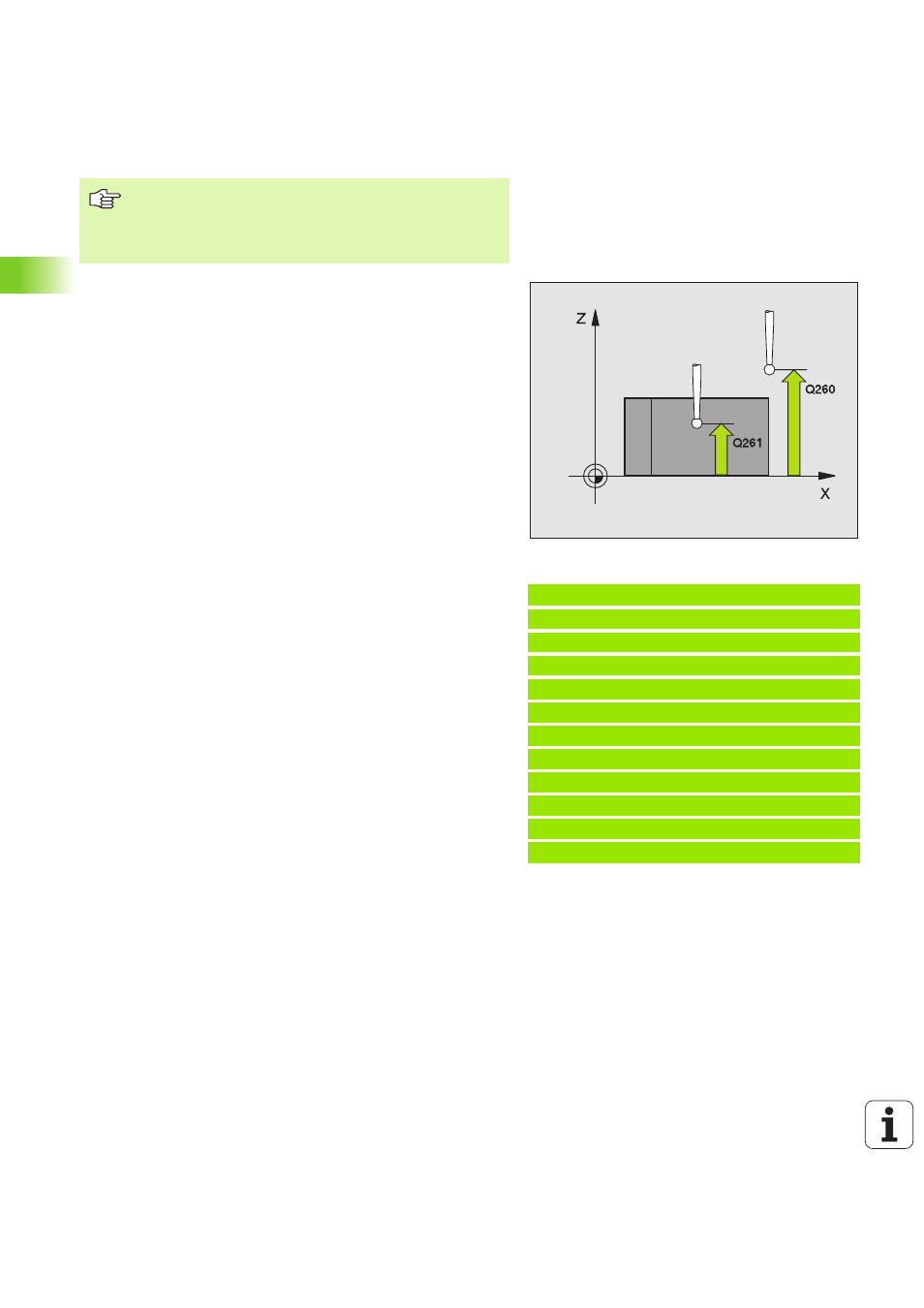
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
U
U
U
U
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
U
U
U
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
U
U
U
U
Déplacement haut. sécu.
Q301: Définir comment le
palpeur doit se déplacer entre les points de mesure:
0: Déplacement entre les points de mesure, à la
hauteur de mesure
1: Déplacement entre les points de mesure, à la
hauteur de sécurité
U
U
U
U
Procès-verb. mes. Q281: Définir si la TNC doit ou non
établir un procès-verbal de mesure:
0: Ne pas établir un procès-verbal de mesure
1: Etablir un procès-verbal de mesure: La TNC
mémorise en configuration standard le fichier de
procès-verbal TCHPR420.TXT dans le répertoire où
se trouve également votre programme de mesure
Si l'axe du palpeur = axe de mesure:
Sélectionner Q263 égal à Q265 si l'angle doit être mesuré
en direction de l'axe A; sélectionner Q263 différent de
Q265 si l'angle doit être mesuré en direction de l'axe B.
Exemple: Séquences CN
5 TCH PROBE 420 MESURE ANGLE
Q263=+10 ;1ER POINT 1ER AXE
Q264=+10 ;1ER POINT 2EME AXE
Q265=+15 ;2EME POINT 1ER AXE
Q266=+95 ;2EME POINT 2EME AXE
Q272=1 ;AXE DE MESURE
Q267=-1 ;SENS DEPLACEMENT
Q261=-5 ;HAUTEUR DE MESURE
Q320=0 ;DISTANCE D'APPROCHE
Q260=+10 ;HAUTEUR DE SECURITE
Q301=1 ;DEPLAC. HAUT. SECURITE
Q281=1 ;PROCES-VERBAL MESURE