3 etalo n n ag e aut o mat ique des pièces – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 111
iTNC 530 HEIDENHAIN
99
3.3 Etalo
n
n
ag
e
aut
o
mat
ique
des pièces
U
U
U
U
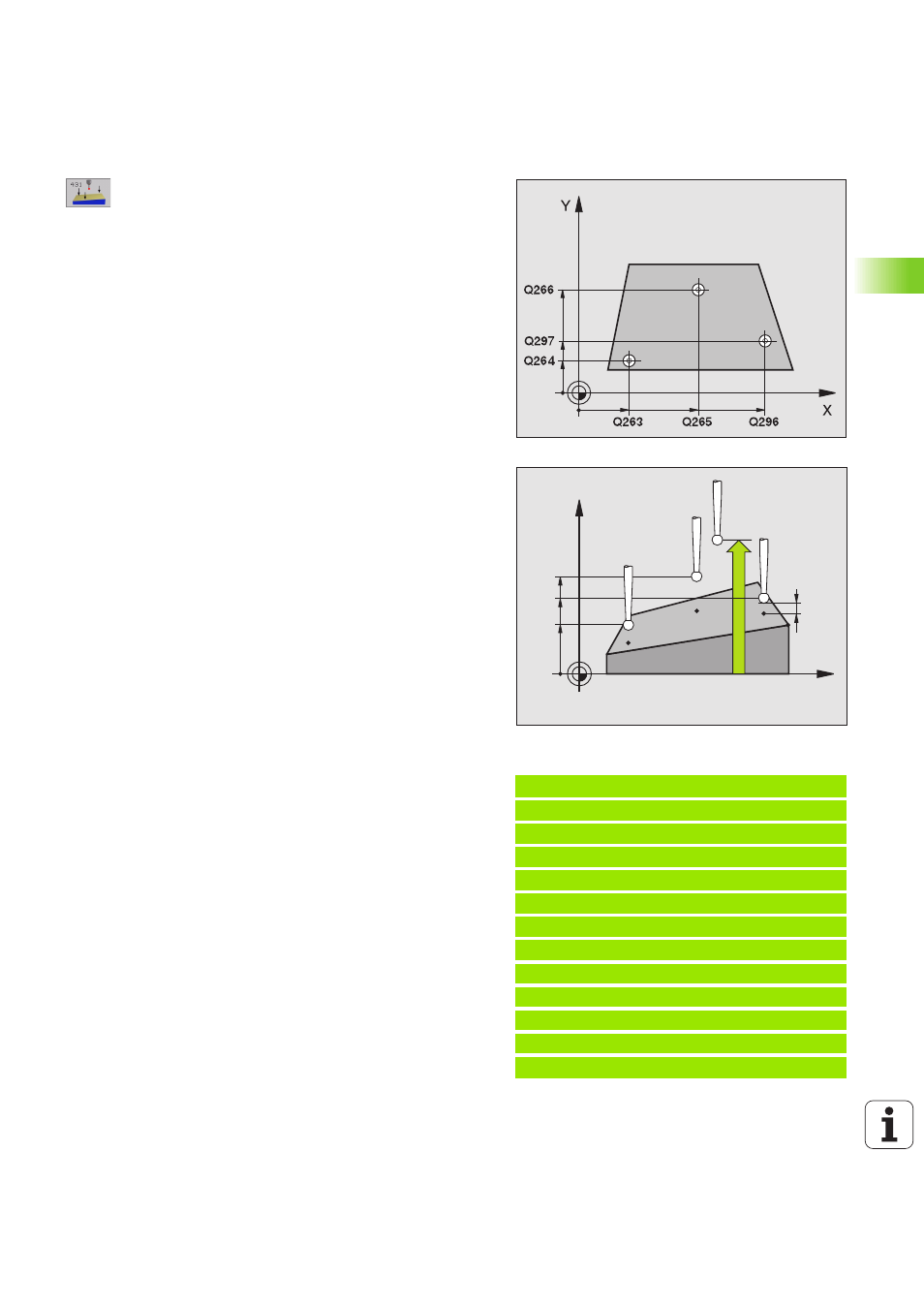
1er point de mesure sur 1er axe
Q263 (en absolu):
Coordonnée du premier point de palpage dans l'axe
principal du plan d'usinage
U
U
U
U
1er point de mesure sur 2ème axe
Q264 (en absolu):
Coordonnée du premier point de palpage dans l'axe
auxiliaire du plan d'usinage
U
U
U
U
1er point de mesure sur 3ème axe
Q294 (en absolu):
Coordonnée du premier point de palpage dans l'axe
du palpeur
U
U
U
U
2ème point de mesure sur 1er axe
Q265 (en absolu):
Coordonnée du deuxième point de palpage dans l'axe
principal du plan d'usinage
U
U
U
U
2ème point de mesure sur 2ème axe
Q266 (en absolu):
Coordonnée du deuxième point de palpage dans l'axe
auxiliaire du plan d'usinage
U
U
U
U
2ème point de mesure sur 3ème axe
Q295 (en absolu):
Coordonnée du deuxième point de palpage dans l'axe
du palpeur
U
U
U
U
3ème point de mesure sur 1er axe
Q296 (en absolu):
Coordonnée du troisième point de palpage dans l'axe
principal du plan d'usinage
U
U
U
U
3ème point de mesure sur 2ème axe
Q297 (en absolu):
Coordonnée du troisième point de palpage dans l'axe
auxiliaire du plan d'usinage
U
U
U
U
3ème point de mesure sur 3ème axe
Q298 (en absolu):
Coordonnée du troisième point de palpage dans l'axe
du palpeur
U
U
U
U
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
U
U
U
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
U
U
U
U
Procès-verb. mes.
Q281: Définir si la TNC doit ou non
établir un procès-verbal de mesure:
0: Ne pas établir un procès-verbal de mesure
1: Etablir un procès-verbal de mesure: La TNC
mémorise en configuration standard le fichier de
procès-verbal TCHPR431.TXT dans le répertoire où
se trouve également votre programme de mesure
Exemple: Séquences CN
5 TCH PROBE 431 MESURE PLAN
Q263=+20 ;1ER POINT 1ER AXE
Q264=+20 ;1ER POINT 2EME AXE
Q294=-10 ;1ER POINT 3EME AXE
Q265=+50 ;2EME POINT 1ER AXE
Q266=+80 ;2EME POINT 2EME AXE
Q295=+0 ;2EME POINT 3EME AXE
Q296=+90 ;3EME POINT 1ER AXE
Q297=+35 ;3EME POINT 2EME AXE
Q298=+12 ;3EME POINT 3EME AXE
Q320=0 ;DISTANCE D'APPROCHE
Q260=+5 ;HAUTEUR DE SECURITE
Q281=1 ;PROCES-VERBAL MESURE
X
Z
Q295
Q298
Q294
Q260
MP6140
+
Q320