HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 50
38
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.1 E
n
reg
istr
er au
to
matiqu
ement le d
ésa
xag
e
de la p
ièce
U
U
U
U
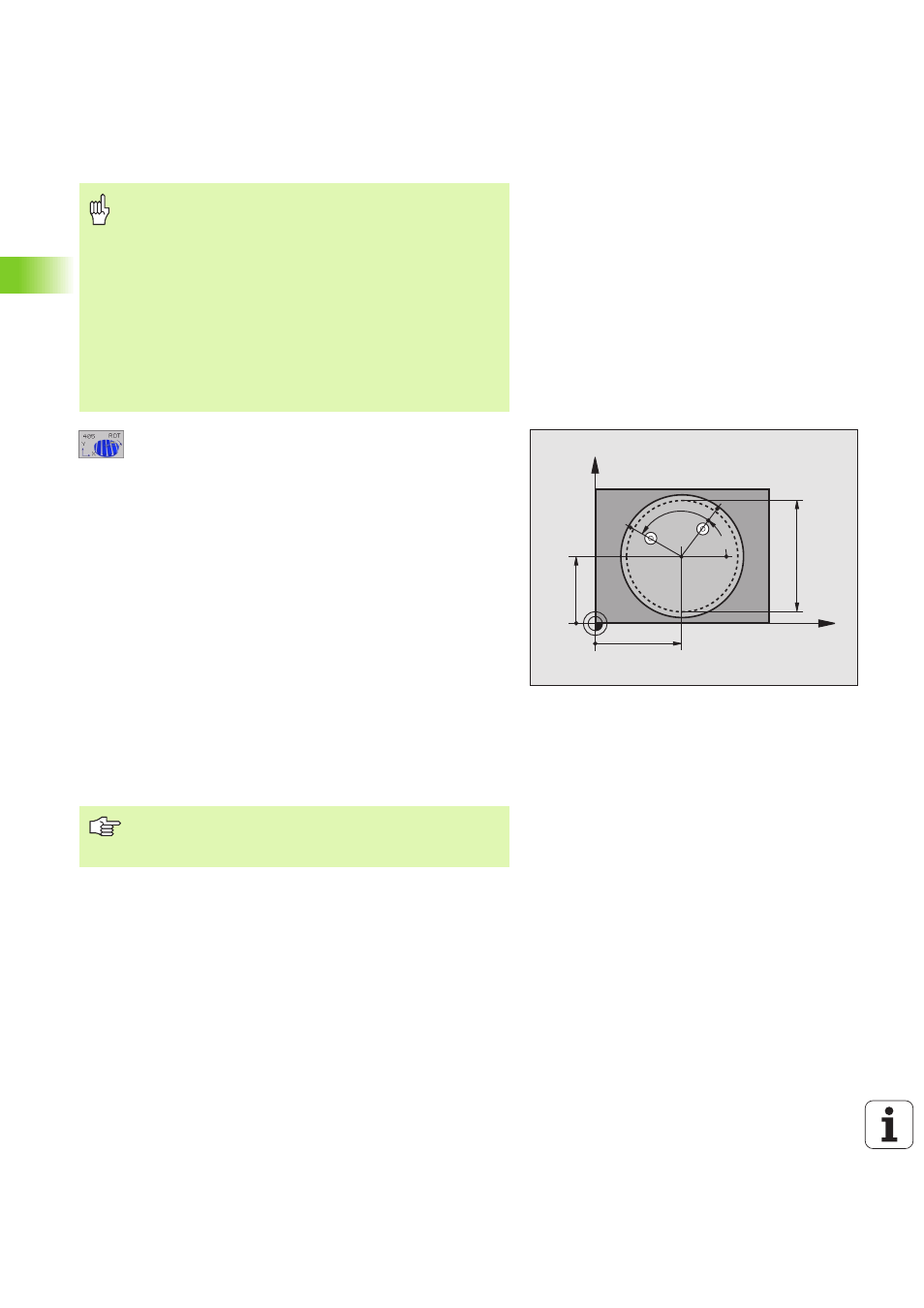
Centre 1er axe
Q321 (en absolu): Centre du trou dans
l'axe principal du plan d'usinage
U
U
U
U
Centre 2ème axe
Q322 (en absolu): Centre du trou
dans l'axe auxiliaire du plan d'usinage. Si vous
programmez Q322 = 0, la TNC aligne le centre du trou
sur l'axe Y positif; si vous programmez Q322 différent
de 0, la TNC aligne le centre du trou sur la position
nominale (angle résultant du centre du trou)
U
U
U
U
Diamètre nominal
Q262: Diamètre approximatif de la
poche circulaire (trou). Introduire de préférence une
valeur trop petite
U
U
U
U
Angle initial
Q325 (en absolu): Angle compris entre
l'axe principal du plan d'usinage et le premier point de
palpage
U
U
U
U
Incrément angulaire
Q247 (en incrémental): Angle
compris entre deux points de mesure; le signe de
l'incrément angulaire détermine le sens de rotation (-
= sens horaire) pour le déplacement du palpeur vers
le point de mesure suivant. Si vous désirez étalonner
des arcs de cercle, programmez un pas angulaire
inférieur à 90°
Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pièce,
introduisez le diamètre nominal de la poche (trou) de
manière à ce qu'il soit de préférence trop petit.
Si les dimensions de la poche et la distance d'approche ne
permettent pas d'effectuer un pré-positionnement à
proximité des points de palpage, la TNC palpe toujours en
partant du centre de la poche. Dans ce cas, le palpeur ne
se déplace pas à la hauteur de sécurité entre les quatre
points de mesure.
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
X
Y
Q322
Q321
Q262
Q325
Q247
Plus le pas angulaire programmé est petit et plus le centre
de cercle calculé par la TNC sera imprécis. Valeur
d'introduction min.: 5°.