Afficher les résultats de la mesure – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 123
iTNC 530 HEIDENHAIN
111
4.1 E
ta
lonn
ag
e d'ou
tils à
l'
aid
e
du
pal
p
eur d
e
table T
T
PM6507 vous permet de configurer l’avance de palpage:
PM6507=0:
La tolérance de mesure reste constante – indépendamment du rayon
d'outil. Si l’on utilise de très gros outils, l’avance de palpage évolue
néanmoins vers zéro. Plus sont réduites la vitesse de déplacement sur
le pourtour (PM6570) et la tolérance admissible (PM6510)
sélectionnées et plus cet effet peut être constaté.
PM6507=1:
La tolérance de mesure est modifiée si le rayon d'outil augmente. Ceci
permet de s’assurer qu’il existe encore une avance de palpage
suffisante, y compris si l’on utilise des outils avec rayons d’outils
importants. La TNC modifie la tolérance selon le tableau suivant:
PM6507=2:
L’avance de palpage reste constante; toutefois, l’erreur de mesure
croît de manière linéaire lorsque le rayon d’outil augmente:
Tolérance mesure = (r • PM6510)/ 5 mm) avec
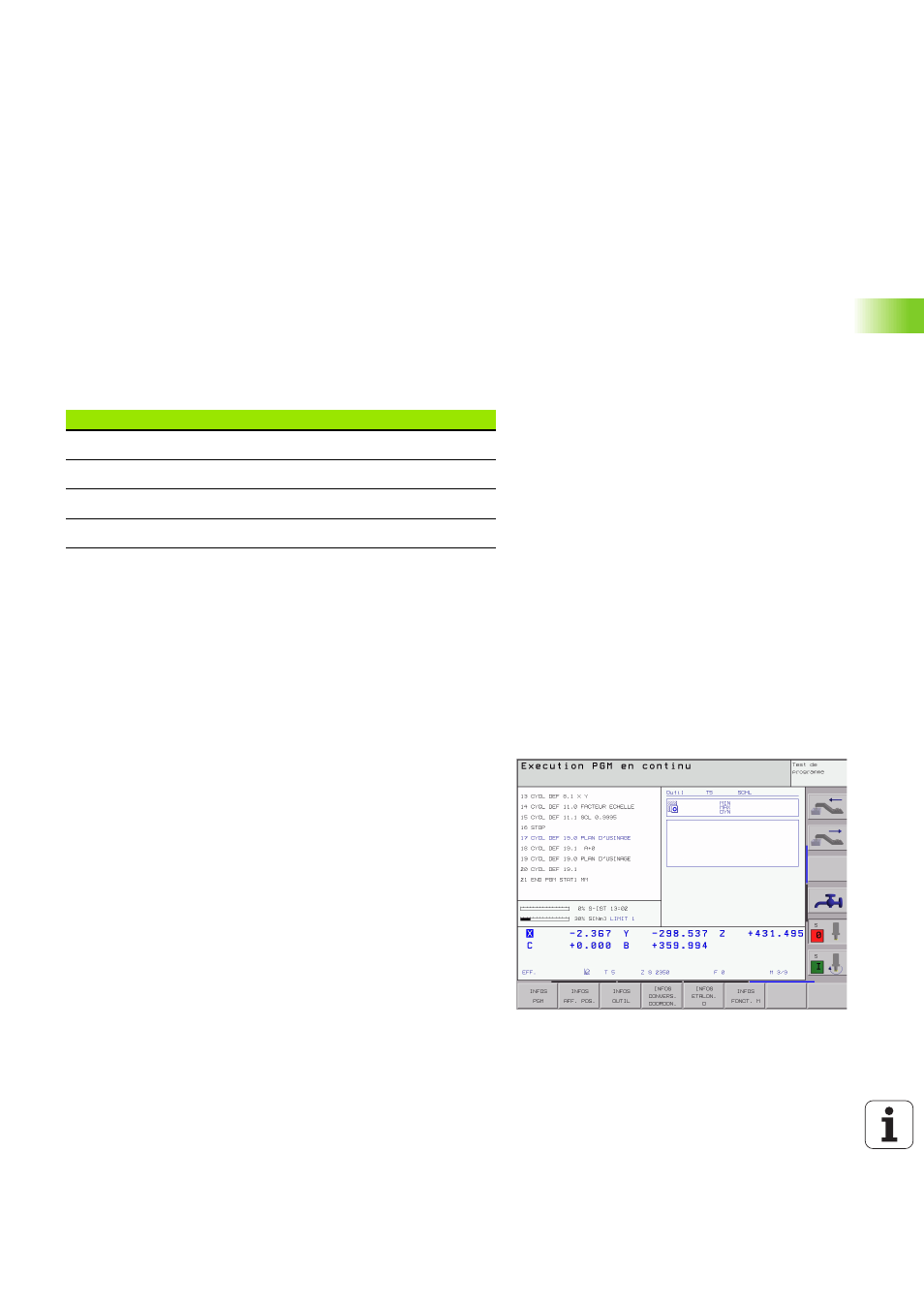
Afficher les résultats de la mesure
A l'aide de la softkey STATUS TOOL PROBE, vous pouvez faire
apparaître dans l'affichage d'état supplémentaire (en modes de
fonctionnement Machine) les résultats de l’étalonnage d'outil. La TNC
affiche alors le programme à gauche et les résultats de la mesure à
droite. Les valeurs de mesure qui dépassent la tolérance d'usure sont
signalées par une astérisque „*“– et celles qui dépassent la tolérance
de rupture, par un „B“.
Rayon d'outil
Tolérance mesure
jusqu’à 30 mm
PM6510
30 à 60 mm
2 • PM6510
60 à 90 mm
3 • PM6510
90 à 120 mm
4 • PM6510
r
Rayon d'outil actif [mm]
PM6510
Erreur de mesure max. admissible