HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 62
50
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.2
Initialisation
aut
o
matique
des po
ints de réfé
re
nce
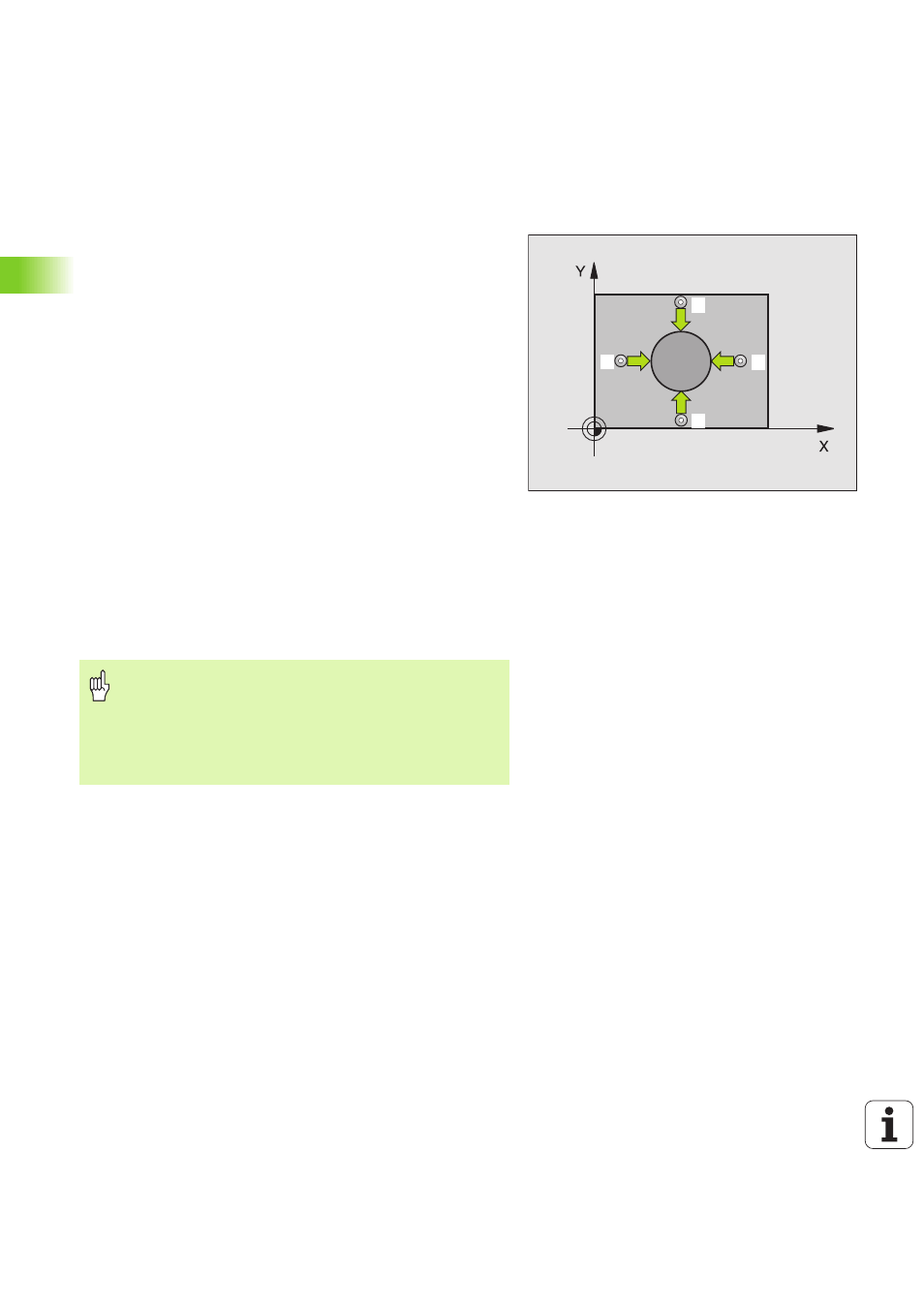
POINT DE REFERENCE EXTERIEUR CERCLE
(cycle palpeur 413, DIN/ISO: G413)
Le cycle palpeur 413 calcule le centre d'un tenon circulaire et initialise
ce centre comme point de référence. Si vous le désirez, la TNC peut
aussi inscrire le centre dans un tableau de points zéro.
1
La TNC positionne le palpeur en avance rapide (valeur de PM6150
ou PM6361) et selon la logique de positionnement (cf. „Travail
avec les cycles palpeurs” à la page 7) au point de palpage
programmé
1
. La TNC calcule les points de palpage à partir des
données contenues dans le cycle et de la distance d'approche
programmée dans PM6140
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage suivant l'avance de
palpage (PM6120 ou PM6360). La TNC détermine
automatiquement le sens du palpage en fonction de l'angle initial
programmé
3
Le palpeur se déplace ensuite en suivant une trajectoire circulaire,
soit à la hauteur de mesure, soit à la hauteur de sécurité, jusqu'au
point de palpage suivant
2
et exécute à cet endroit la deuxième
opération de palpage
4
La TNC positionne le palpeur au point de palpage
3
puis au point
de palpage
4
et y exécute la troisième ou la quatrième opération
de palpage
5
La TNC rétracte ensuite le palpeur à la hauteur de sécurité et
initialise le point de référence au centre de la poche ou bien inscrit
les coordonnées du centre de la poche dans le tableau de points
zéro actif
3
2
1
4
Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pièce,
introduisez le diamètre nominal de la poche (trou) de
manière à ce qu'il soit de préférence trop grand.
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.