HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 46
34
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.1 E
n
reg
istr
er au
to
matiqu
ement le d
ésa
xag
e
de la p
ièce
U
U
U
U
1er point de mesure sur 1er axe
Q263 (en absolu):
Coordonnée du premier point de palpage dans l'axe
principal du plan d'usinage
U
U
U
U
1er point de mesure sur 2ème axe
Q264 (en absolu):
Coordonnée du premier point de palpage dans l'axe
auxiliaire du plan d'usinage
U
U
U
U
2ème point de mesure sur 1er axe
Q265 (en absolu):
Coordonnée du deuxième point de palpage dans l'axe
principal du plan d'usinage
U
U
U
U
2ème point de mesure sur 2ème axe
Q266 (en absolu):
Coordonnée du deuxième point de palpage dans l'axe
auxiliaire du plan d'usinage
U
U
U
U
Axe de mesure
Q272: Axe sur lequel doit être
effectuée la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
3: Axe du palpeur = axe de mesure
U
U
U
U
Sens déplacement 1
Q267: Sens de déplacement du
palpeur en direction de la pièce:
-1:Sens de déplacement négatif
+1:Sens de déplacement positif
U
U
U
U
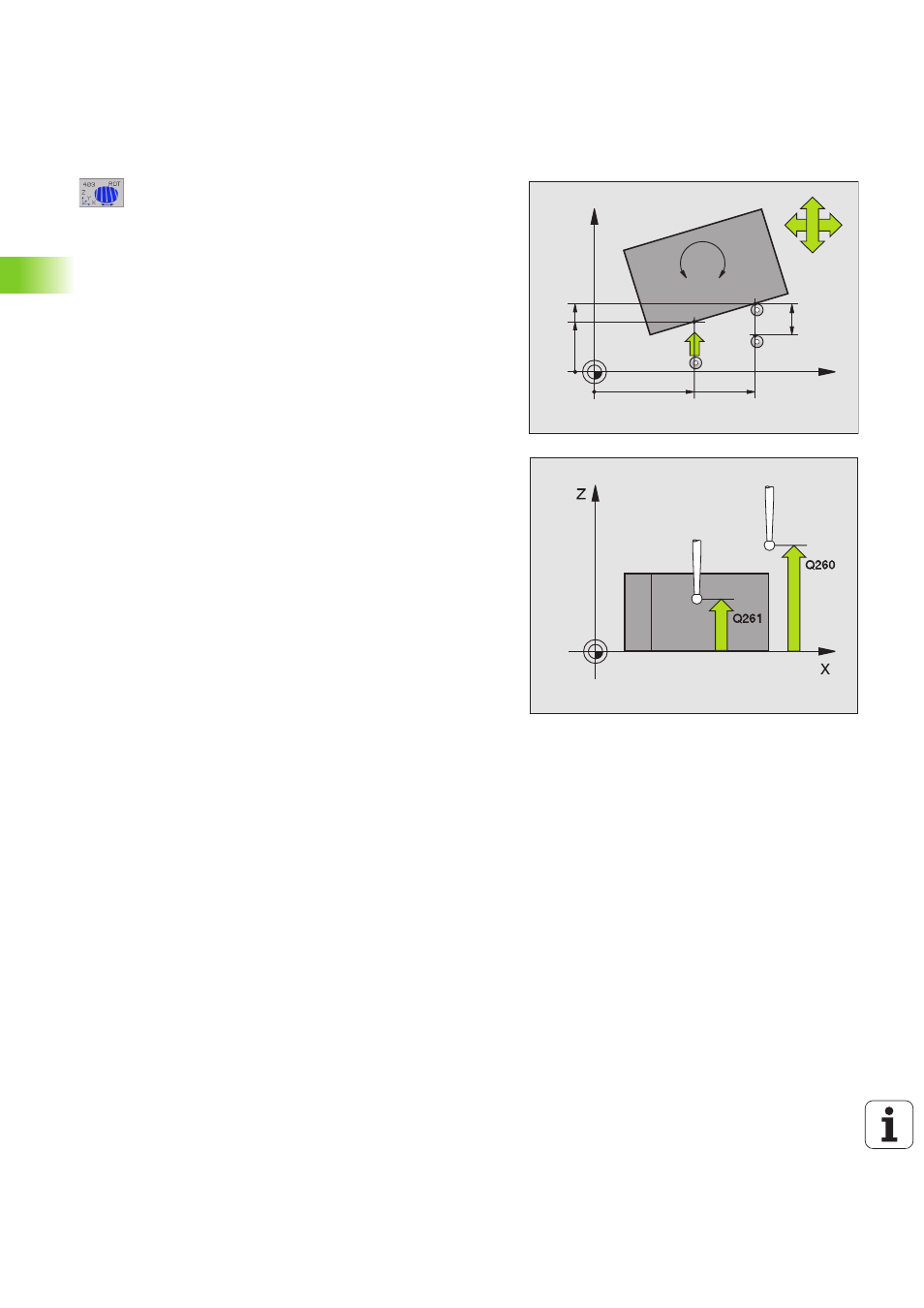
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
U
U
U
U
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
U
U
U
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
A
B
C