3 etalo n n ag e aut o mat ique des pièces – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 102
90
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.3 Etalo
n
n
ag
e
aut
o
mat
ique
des pièces
U
U
U
U
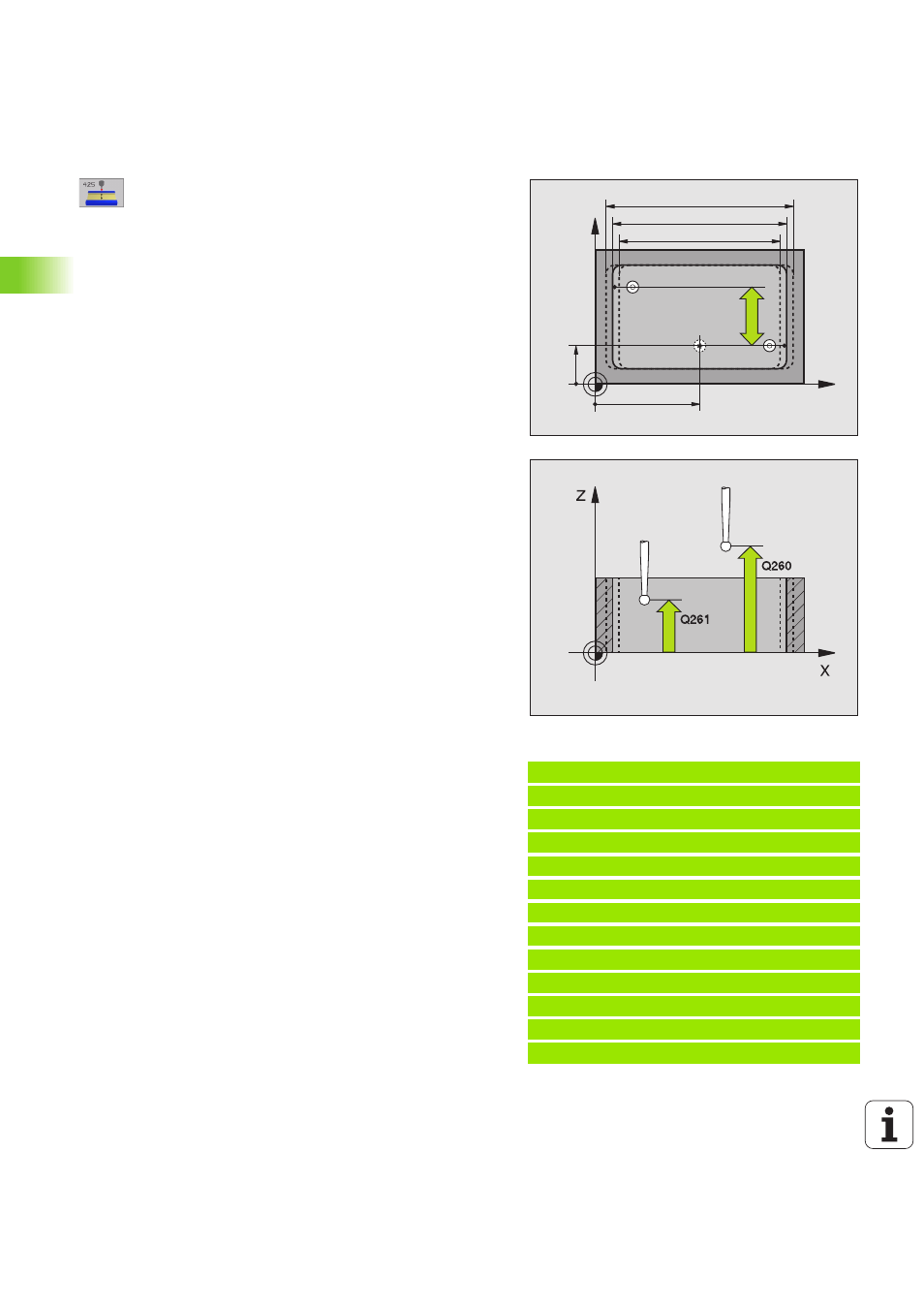
Point initial 1er axe
Q328 (en absolu): Point initial
de l'opération de palpage dans l'axe principal du plan
d'usinage
U
U
U
U
Point initial 2ème axe
Q329 (en absolu): Point initial
de l'opération de palpage dans l'axe auxiliaire du plan
d'usinage
U
U
U
U
Décalage pour 2ème mesure
Q310 (en incrémental):
Valeur correspondant au décalage du palpeur avant
qu'il effectue la deuxième mesure. Si vous
introduisez 0, la TNC ne décale pas le palpeur
U
U
U
U
Axe de mesure
Q272: Axe du plan d'usinage sur lequel
doit être effectuée la mesure:
1:Axe principal = axe de mesure
2:Axe auxiliaire = axe de mesure
U
U
U
U
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
U
U
U
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
U
U
U
U
Longueur nominale
Q311: Valeur nominale
correspondant à la longueur à mesurer
U
U
U
U
Cote max.
Q288: Longueur max. autorisée
U
U
U
U
Cote min.
Q289: Longueur min. autorisée
U
U
U
U
Procès-verb. mes.
Q281: Définir si la TNC doit ou non
établir un procès-verbal de mesure:
0: Ne pas établir un procès-verbal de mesure
1: Etablir un procès-verbal de mesure: La TNC
mémorise en configuration standard le fichier de
procès-verbal TCHPR425.TXT dans le répertoire où
se trouve également votre programme de mesure
U
U
U
U
Arrêt PGM si tolérance dépassée
Q309: Définir si la
TNC doit ou non interrompre l'exécution du
programme et délivrer un message d'erreur en cas de
dépassement des tolérances:
0: Ne pas interrompre l'exécution du programme, ne
pas délivrer de message d'erreur
1: Interrompre l'exécution du programme, délivrer un
message d'erreur
U
U
U
U
Numéro d'outil pour surveillance
Q330: Définir si la
TNC doit ou non effectuer la surveillance d'outil (cf.
„Surveillance d'outil” à la page 72):
0: Surveillance inactive
>0: Numéro d'outil dans le tableau d'outils TOOL.T
Exemple: Séquences CN
5 TCH PROBE 425 MESURE INT. RAINURE
Q328=+75 ;PT INITIAL 1ER AXE
Q329=-12,5 ;PT INITIAL 2EME AXE
Q310=+0 ;DECALAGE 2EME MESURE
Q272=1 ;AXE DE MESURE
Q261=-5 ;HAUTEUR DE MESURE
Q260=+10 ;HAUTEUR DE SECURITE
Q311=25 ;LONGUEUR NOMINALE
Q288=25,05 ;COTE MAX.
Q289=25 ;COTE MIN.
Q281=1 ;PROCES-VERBAL MESURE
Q309=0 ;ARRET PGM SI ERREUR
Q330=0 ;NUMERO D'OUTIL
Q329
Q328
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q310