HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 42
30
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.1 E
n
reg
istr
er au
to
matiqu
ement le d
ésa
xag
e
de la p
ièce
U
U
U
U
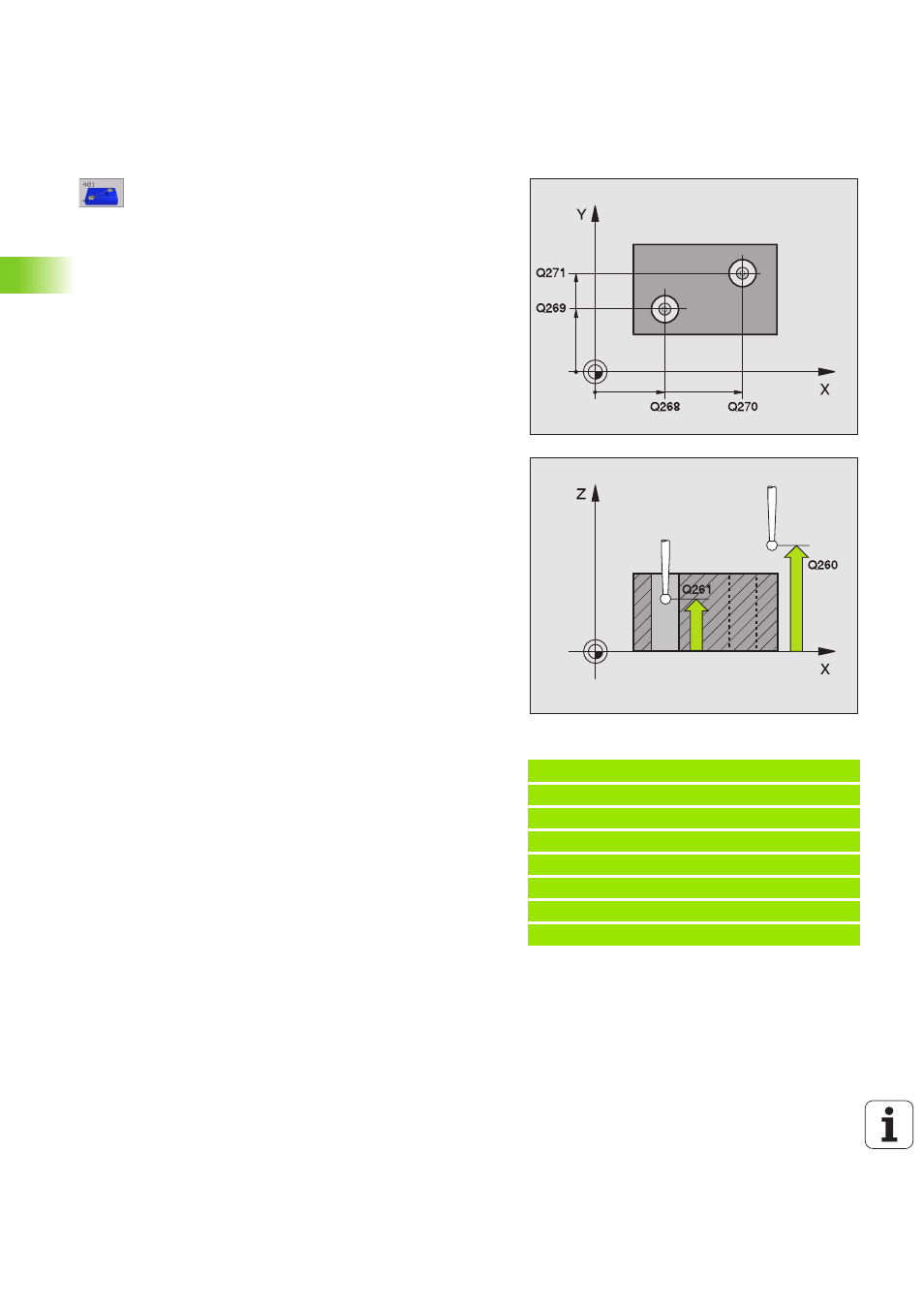
1er trou: Centre sur 1er axe
Q268 (en absolu):
Centre du premier trou dans l'axe principal du plan
d'usinage
U
U
U
U
1er trou: Centre sur 2ème axe
Q269 (en absolu):
Centre du premier trou dans l'axe auxiliaire du plan
d'usinage
U
U
U
U
2ème trou: Centre sur 1er axe
Q270 (en absolu):
Centre du deuxième trou dans l'axe principal du plan
d'usinage
U
U
U
U
2ème trou: Centre sur 2ème axe
Q271 (en absolu):
Centre du deuxième trou dans l'axe auxiliaire du plan
d'usinage
U
U
U
U
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
U
U
U
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
U
U
U
U
Valeur config. rotation de base
Q307 (en absolu):
Introduire l'angle de la droite de référence si le
désaxage à mesurer ne doit pas se référer à l'axe
principal mais à une droite quelconque. Pour la
rotation de base, la TNC calcule alors la différence
entre la valeur mesurée et l'angle de la droite de
référence
Exemple: Séquences CN
5 TCH PROBE 401 ROT 2 TROUS
Q268=-37 ;1ER CENTRE 1ER AXE
Q269=+12 ;1ER CENTRE 2EME AXE
Q270=+75 ;2EME CENTRE 1ER AXE
Q271=+20 ;2EME CENTRE 2EME AXE
Q261=-5 ;HAUTEUR DE MESURE
Q260=+20 ;HAUTEUR DE SECURITE
Q307=+0 ;ROT. BASE CONFIGUREE