HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 73
iTNC 530 HEIDENHAIN
61
3.2
Initialisation
aut
o
matique
des po
ints de réfé
re
nce
POINT DE REFERENCE DANS L'AXE DU
PALPEUR (cycle palpeur 417, DIN/ISO: G417)
Le cycle palpeur 417 mesure une coordonnée au choix dans l'axe du
palpeur et l'initialise comme point de référence. Si vous le désirez, la
TNC peut aussi inscrire la coordonnée mesurée dans un tableau de
points zéro.
1
La TNC positionne le palpeur en avance rapide (valeur de PM6150
ou PM6361) et selon la logique de positionnement (cf. „Travail
avec les cycles palpeurs” à la page 7) au point de palpage
programmé
1
. Ce faisant, la TNC décale le palpeur de la valeur de
la distance d'approche, dans le sens positif de l'axe du palpeur
2
Puis, le palpeur se déplace dans l'axe du palpeur jusqu'à la
coordonnée programmée pour le point de palpage
1
et enregistre
la position effective en palpant simplement
3
La TNC rétracte ensuite le palpeur à la hauteur de sécurité et
initialise le point de référence dans l'axe du palpeur ou bien inscrit
la coordonnée dans le tableau de points zéro actif
U
U
U
U
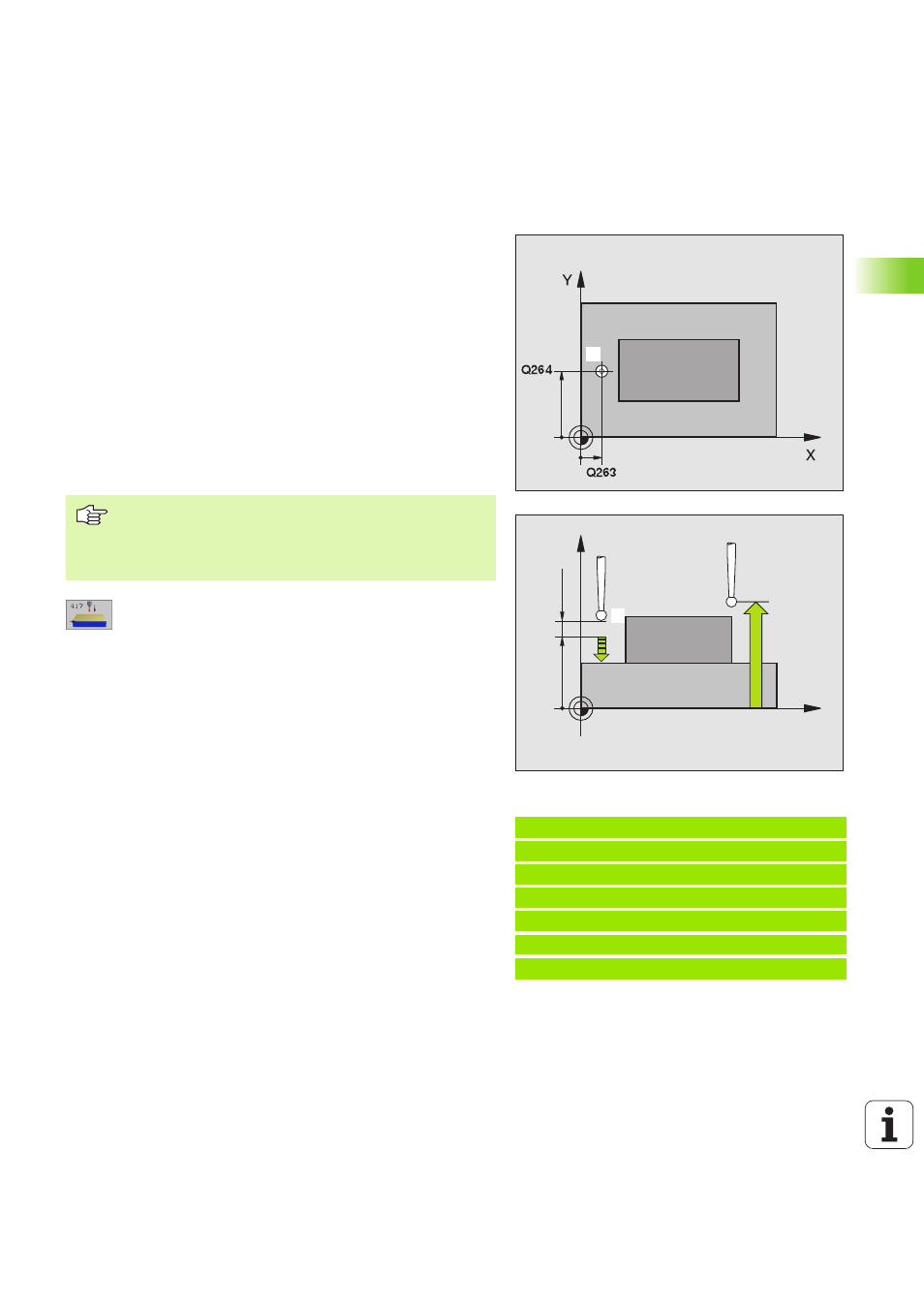
1er point de mesure sur 1er axe
Q263 (en absolu):
Coordonnée du premier point de palpage dans l'axe
principal du plan d'usinage
U
U
U
U
1er point de mesure sur 2ème axe
Q264 (en absolu):
Coordonnée du premier point de palpage dans l'axe
auxiliaire du plan d'usinage
U
U
U
U
1er point de mesure sur 3ème axe
Q294 (en absolu):
Coordonnée du premier point de palpage dans l'axe
du palpeur
U
U
U
U
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
U
U
U
U
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
U
U
U
U
Numéro point zéro dans tableau
Q305: Indiquer le
numéro dans le tableau de points zéro sous lequel la
TNC doit mémoriser la coordonnée. Si vous
introduisez Q305=0, la TNC initialise
automatiquement l'affichage de manière à ce que le
nouveau point de référence soit situé sur la surface
palpée
U
U
U
U
Nouveau pt de réf. sur axe palpeur
Q333
(en absolu): Coordonnée dans l'axe du palpeur à
laquelle la TNC doit initialiser le point de référence.
Configuration par défaut = 0
Exemple: Séquences CN
5 TCH PROBE 417 PT REF DANS AXE PALP
Q263=+25 ;1ER POINT 1ER AXE
Q264=+25 ;1ER POINT 2EME AXE
Q294=+25 ;1ER POINT 3EME AXE
Q320=0 ;DISTANCE D'APPROCHE
Q260=+50 ;HAUTEUR DE SECURITE
Q305=0 ;NO DANS TABLEAU
1
X
Z
Q260
Q294
MP6140
+
Q320
1
Remarques avant que vous ne programmiez
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur. La TNC initialise
ensuite le point de référence sur cet axe.