3 etalo n n ag e aut o mat ique des pièces – HEIDENHAIN iTNC 530 (340 420) Touch Probe Cycles Manuel d'utilisation
Page 112
100
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.3 Etalo
n
n
ag
e
aut
o
mat
ique
des pièces
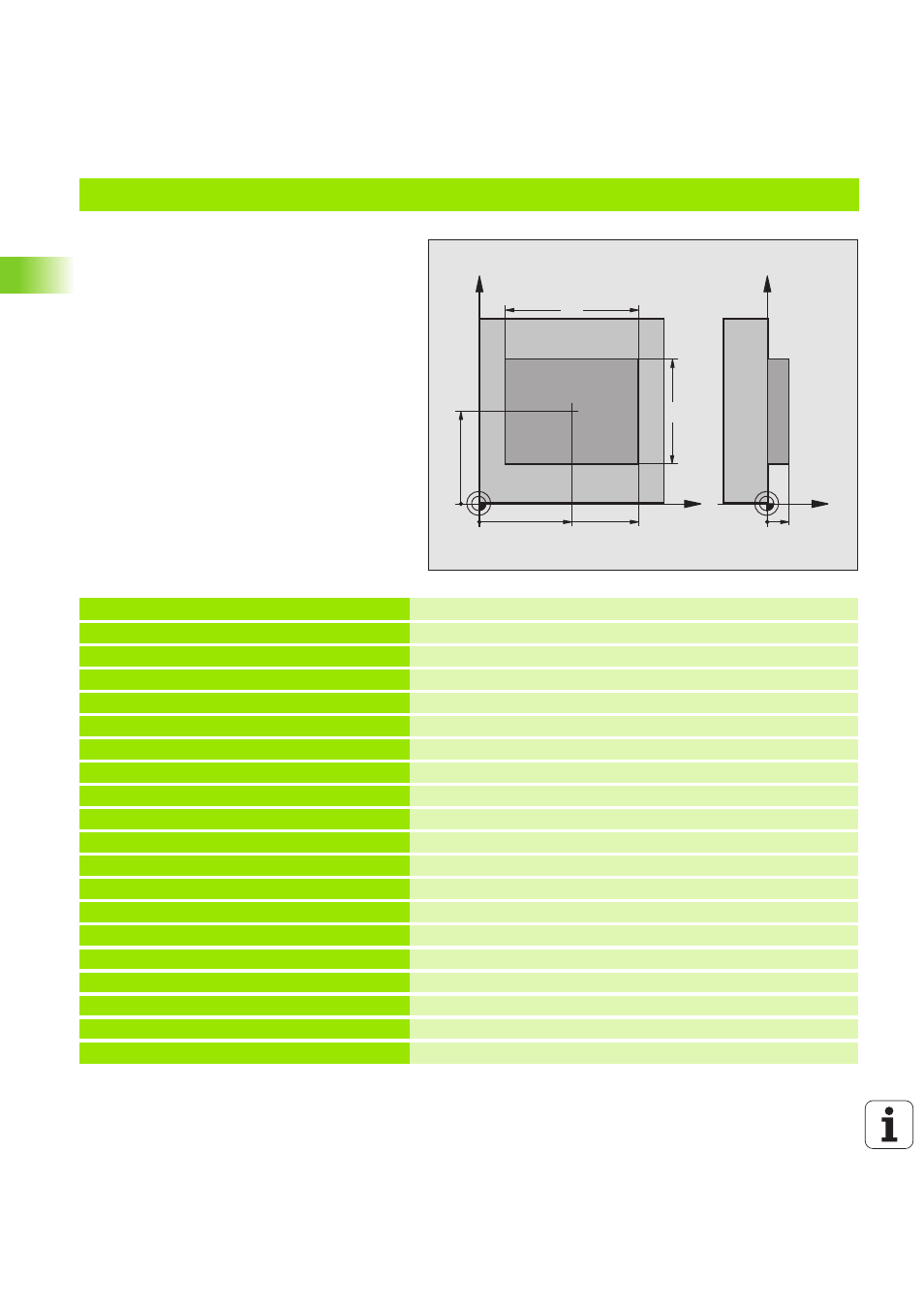
Exemple: Mesure d'un tenon rectangulaire et retouche
Déroulement du programme:
- Ebauche du tenon rectangulaire avec
surépaisseur 0,5
- Mesure du tenon rectangulaire
- Finition du tenon rectangulaire en tenant compte
des valeurs de mesure
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Appel d'outil, préparation
2 L Z+100 R0 F MAX
Dégager l’outil
3 FN 0: Q1 = +81
Longueur de la poche en X (cote d'ébauche)
4 FN 0: Q2 = +61
Longueur de la poche en Y (cote d'ébauche)
5 CALL LBL 1
Appeler le sous-programme pour l'usinage
6 L Z+100 R0 F MAX M6
Dégager l'outil, changement d'outil
7 TOOL CALL 99 Z
Appeler le palpeur
8 TCH PROBE 424 MESURE EXT. RECTANG.
Mesurer le rectangle fraisé
Q273=+50 ;CENTRE 1ER AXE
Q274=+50 ;CENTRE 2EME AXE
Q282=80 ;1ER COTE
Longueur nominale en X (cote définitive)
Q283=60 ;2EME COTE
Longueur nominale en Y (cote définitive)
Q261=-5 ;HAUTEUR DE MESURE
Q320=0 ;DISTANCE D'APPROCHE
Q260=+30 ;HAUTEUR DE SECURITE
Q301=0 ;DEPLAC. HAUT. SECU.
Q284=0 ;COTE MAX. 1ER COTE
Valeurs d'introd. pour contrôle tolérance non nécessaire
Q285=0 ;COTE MIN. 1ER COTE
Q286=0 ;COTE MAX. 2EME COTE
X
Y
50
50
80
Z
Y
10
60