HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 437
La fonction PLANE pour incliner le plan d'usinage (option 8) 12.2
12
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
437
Si vous avez sélectionné l'option
TURN (la fonction PLANE doit
effectuer automatiquement l'inclinaison sans le mouvement de
compensation), le paramètre suivant
Avance ? F = reste à définir.
Si vous utilisez la fonction
PLANE avec STAY, vous
devez alors incliner les axes rotatifs dans une
séquence de positionnement distincte, après la
fonction
PLANE.
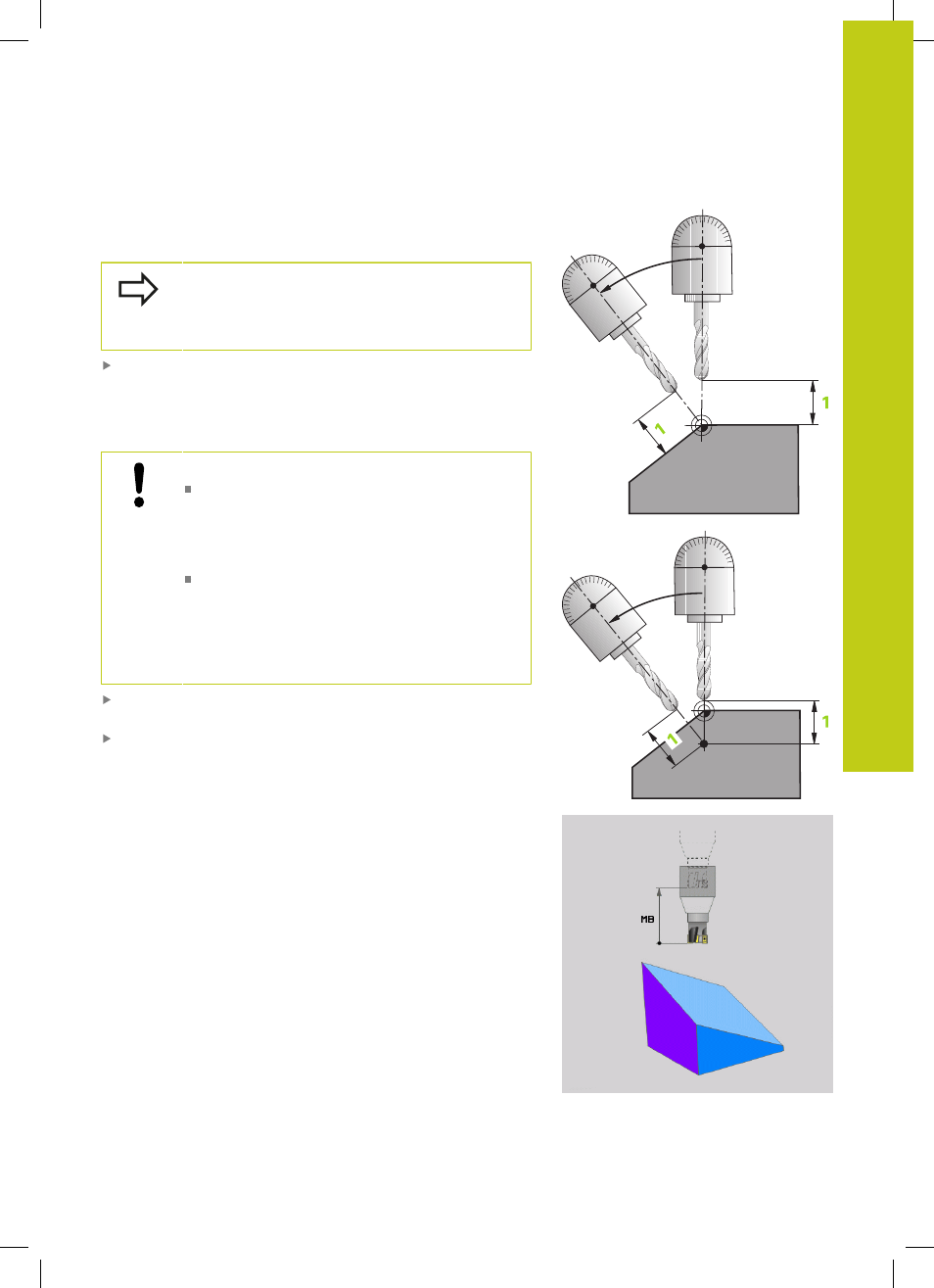
Dist. pt rotation de pointe outil (en incrémental) : la
TNC incline l'outil (la table) autour de la pointe de l'outil.
Le paramètre
DIST permet de décaler le point de pivot du
mouvement d'inclinaison par rapport à la position actuelle de la
pointe de l'outil.
Attention!
Avant l'orientation, si l'outil se trouve à la distance
que vous avez programmée par rapport à la pièce,
d'un point de vue relatif, il se trouve alors à la
même position après l'orientation (voir figure au
centre, à droite,
1
= DIST)
Avant l'orientation, si l'outil ne se trouve pas à la
distance que vous avez programmée par rapport à
la pièce, d'un point de vue relatif, il se trouve alors
décalé par rapport à la position d'origine après
l'orientation (voir figure en bas, à droite,
1
= DIST)
Avance ? F = : vitesse sur la trajectoire selon laquelle l'outil doit
être incliné
Longueur du retrait dans l'axe d'outil? : la course de retrait
MB agit de manière incrémentale dans le sens de l'axe d'outil, à
partir de la position actuelle de l'outil. La TNC l'aborde
avant la
procédure d'inclinaison
.
MB MAX déplace l'outil jusqu'avant le
fin de course logiciel