HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 424
Programmation : Usinage multiaxes
12.2 La fonction PLANE pour incliner le plan d'usinage (option 8)
12
424
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
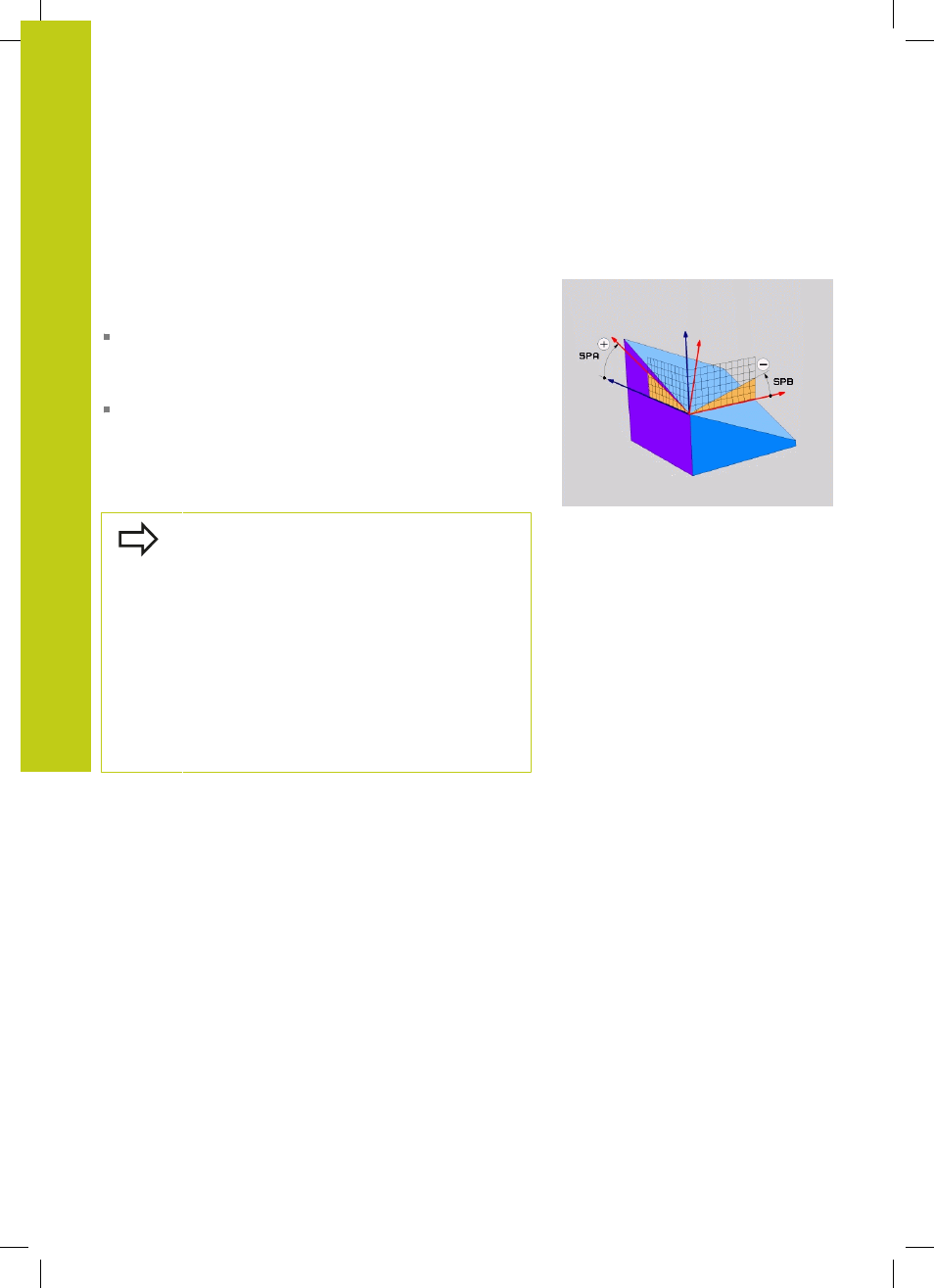
Définir le plan d'usinage via l'angle dans l'espace
PLANE SPATIAL
Application
Un angle dans l'espace défini un plan d'usinage avec jusqu'à
trois rotations du système de coordonnées. Deux méthodes de
construction mènent au même résultat.
Rotations autour du système de coordonnées de la
machine :
Dans l'ordre, il y a d'abord une rotation autour de
l'axe machine C, puis de l'axe machine B et enfin de l'axe
machine A.
Rotations autour du système de coordonnées incliné :
Dans
l'ordre, il y a d'abord une rotation autour de l'axe machine C,
puis de l'axe orienté B et enfin de l'axe orienté A. Ce point
de vue est en général plus compréhensible car le suivi des
rotations du référentiel est plus facile avec des axes rotatifs
fixes.
Remarques avant de programmer
Vous devez toujours définir les trois angles dans
l'espace
SPA, SPB et SPC, même si l'un d'entre eux
est égal à 0.
Le principe de fonctionnement correspond à celui du
cycle
G80 à condition que les valeurs programmées
dans le cycle
G80 soient définies comme des valeurs
d'angles dans l'espace côté machine.
La fonction
PLANE SPATIAL n'est pas autorisée si le
cycle 8
IMAGE MIROIR est actif.
Description des paramètres pour le comportement
de positionnement : voir "Définir le comportement de
positionnement de la fonction PLANE", page 436.