HEIDENHAIN iTNC 530 (340 49x-06) Manuel d'utilisation
Page 498
498
Programmation: Usinage multiaxes
12.6 Cor
rection d'outil tr
idimensi
onnelle (option de logiciel 2)
Tabl. de valeurs de correction
Si vous souhaitez générer et remplir vous-même le tableau des
valeurs de correction, procédez de la manière suivante :
U
Sélectionner le gestionnaire de fichiers : appuyer sur la touche PGM
MGT
U
Introduire un nom de fichier au choix avec l'extension TAB et valider
avec la touche ENT : la TNC ouvre une fenêtre auxiliaire avec des
formats de tableaux.
U
Avec la touche fléchée, sélectionner le format de tableau
3DTOOLCOMP.TAB
et valider avec la touche ENT : la TNC ouvre un
nouveau tableau qui contient une seule ligne et les colonnes
nécessaires à la fonction 3D-ToolComp.
La TNC exploite les colonnes suivantes du tableau des valeurs de
correction :
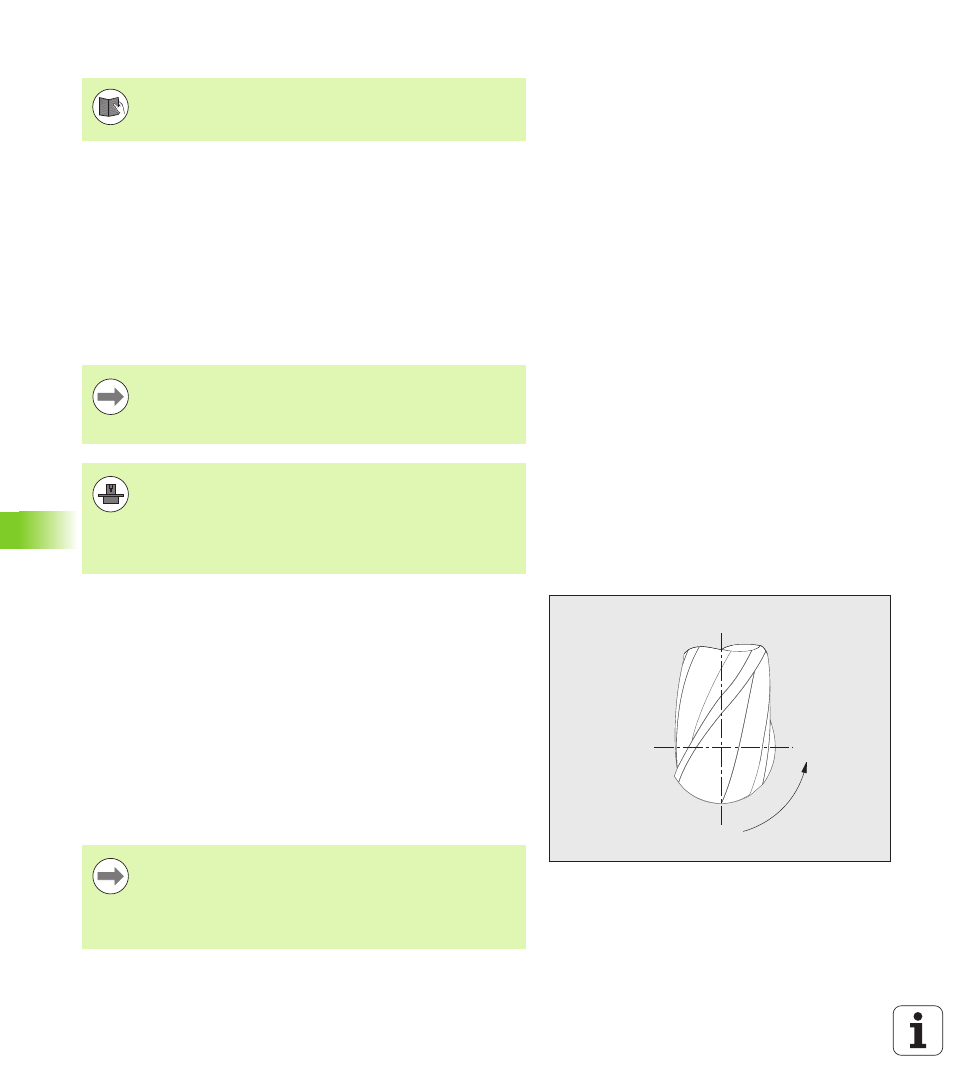
ANGLE
:
Angle au rayon d'outil, auquel appartient la valeur de correction
calculée NOM-DR2. Plage d'introduction : 0° à 180 °, pour une fraise
hémisphérique, les valeurs se situent entre 0° et 90°
NOM-R2
:
Rayon nominal R2 de l'outil. La TNC utilise les valeurs issues de NOM-
R2
seulement pour déterminer la fin du tableau des valeurs de
correction : la fin du tableau est la ligne dans laquelle est enregistrée
la valeur=0 dans la colonne NOM-R2.
NOM-DR2
:
Ecart avec la valeur nominale, valeur positive (surépaisseur pos.) et
valeur négative (surépaisseur neg.) sont permises.
Le cycle de mesure laser 588 crée automatiquement le
tableau des valeurs de correction. Pour cela, se référer à la
documentation des cycles de mesure laser.
Le tableau des valeurs de correction est un tableau à
définition libre. Autres informations concernant le travail
avec les tableaux à définition libre :voir „Tableaux à définir
librement”, page 444
Quand vous ouvrez un nouveau fichier TAB, et que la TNC
n'affiche pas de fenêtre auxiliaire ou de format de tableau
3DTOOLCOMP
, vous devez d'abord générer les formats de
tableaux avec la fonction COPY SAMPLE FILES. Pour cela,
prenez contact avec le constructeur de votre machine ou
avec HEIDENHAIN.
0°
+90°
+180°
La TNC exploite 50 lignes max dans un tableau des valeurs
de correction
La TNC exploite des valeurs angulaires négatives dans la
colonne ANGLE, mais compense toujours les valeurs de
correction dans une plage angulaire positive de l'outil.