Formes d'outils autorisées, Utilisation d'autres outils : valeurs delta – HEIDENHAIN iTNC 530 (340 49x-06) Manuel d'utilisation
Page 492
492
Programmation: Usinage multiaxes
12.6 Cor
rection d'outil tr
idimensi
onnelle (option de logiciel 2)
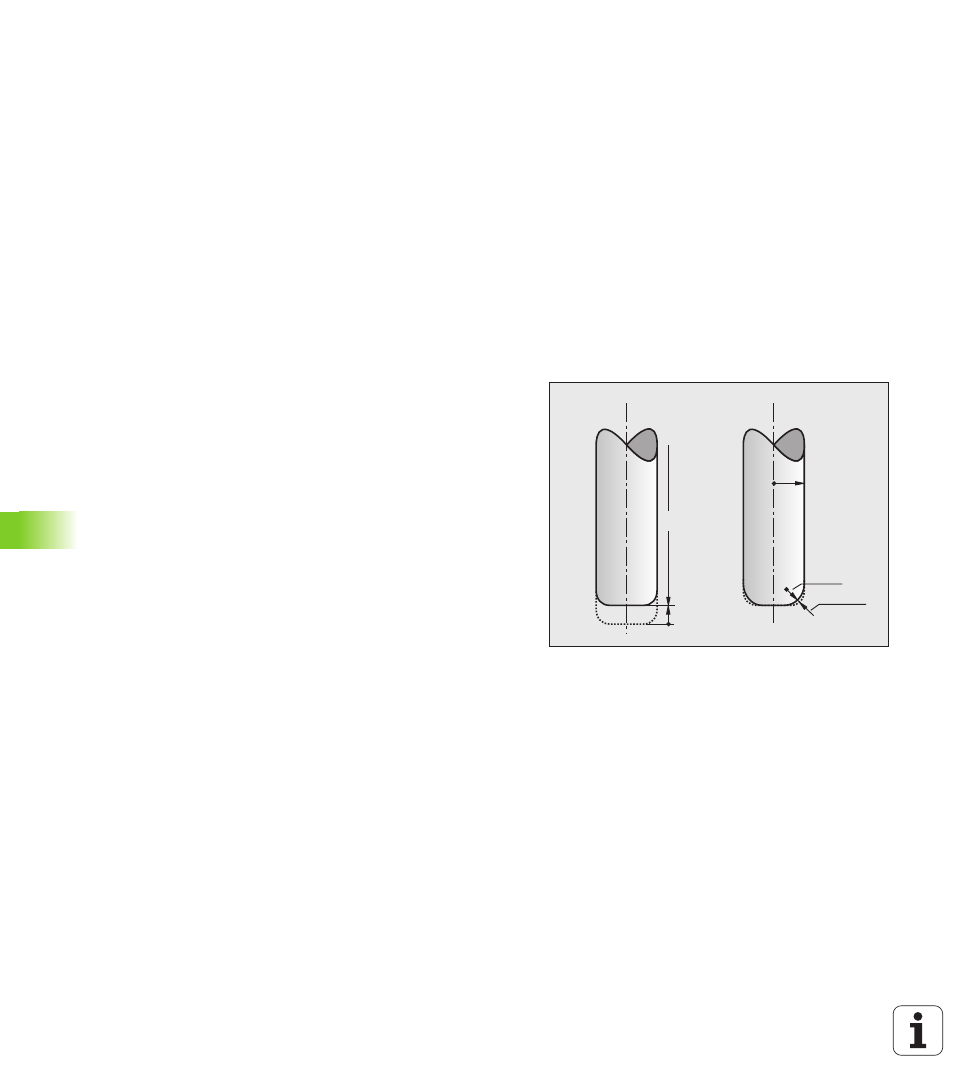
Formes d'outils autorisées
Vous définissez les formes d'outils autorisées (voir figure) dans le
tableau d'outils et avec les rayons d'outil R et R2 :
Rayon d'outil R : cote entre le centre de l'outil et le corps de l'outil
Rayon d'outil 2 R2 : rayon d'arrondi entre le bout de l'outil et le corps
de l'outil
Le rapport de R et R2 détermine la forme de l'outil :
R2
= 0: Fraise deux tailles
R2
= R: Fraise hémisphérique
0 < R2 < R : Fraise torique
Ces données permettent également de déterminer les coordonnées
du point d'origine P
T
de l’outil.
Utilisation d'autres outils : valeurs Delta
Si vous utilisez des outils de dimensions différentes de celles des
outils prévus à l'origine, introduisez la différence des longueurs et
rayons comme valeurs Delta dans le tableau d'outils ou dans l'appel
d'outil TOOL CALL :
Valeur Delta positive DL, DR, DR2 : les dimensions de l'outil sont
supérieures à celles de l'outil d'origine (surépaisseur)
Valeur Delta négative DL, DR, DR2 : les dimensions de l'outil sont
inférieures à celles de l'outil d'origine (surépaisseur négative)
La TNC corrige alors la position de l'outil de la somme des valeurs
Delta du tableau d'outil et de l'appel d'outil.
DL>0
L
R
DR2>0
R2