HEIDENHAIN TNC 426 (280 476) Pilot Manuel d'utilisation
Page 81
82
Cycles
conversion
coordonnées
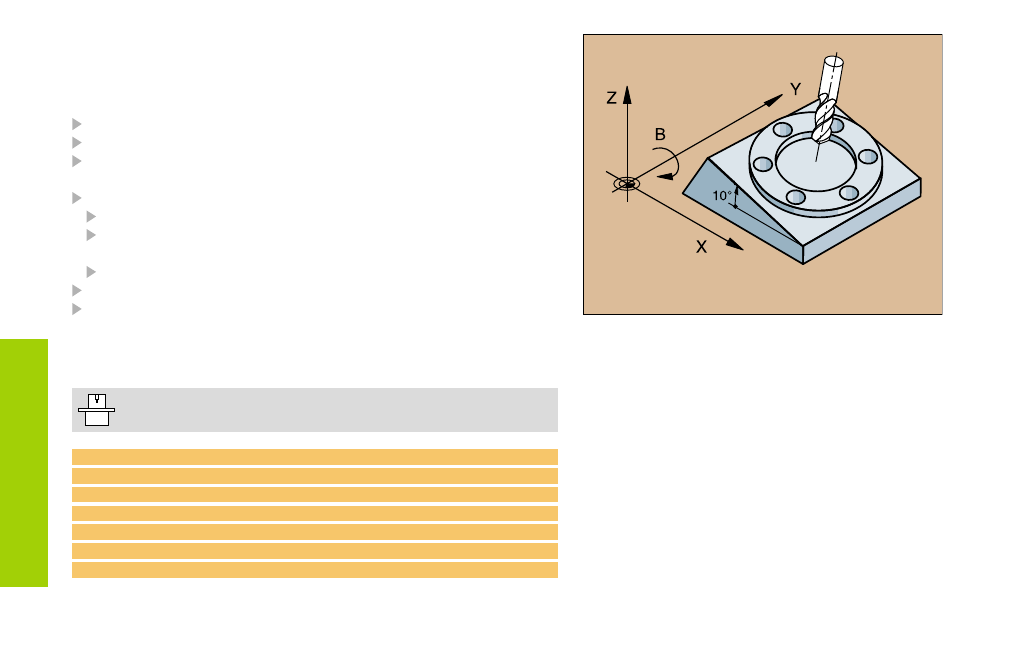
PLAN D'USINAGE (19)
Le cycle 19 PLAN D'USINAGE est particulièrement utile lorsque l'on
travaille avec des têtes pivotantes et/ou tables pivotantes.
Appeler l'outil
Dégager l'outil dans l'axe d'outil (ce qui permet d'éviter les collisions)
Si nécessaire, positionner les axes rotatifs avec séquence L sur les
angles désirés
CYCL DEF: sélectionner le cycle 19 PLAN D'USINAGE
Introduire l'angle d'inclinaison de l'axe ou l'angle solide
Si nécessaire, introduire l'avance des axes rotatifs lors du
positionnement automatique
Si nécessaire, introduire la distance d'approche
Activer la correction: déplacer tous les axes
Programmer l'usinage comme si le plan ne devait pas être incliné.
Annulation du cycle inclinaison du PLAN D'USINAGE: redéfinir le
cycle en introduisant l'angle d'inclinaison 0
La machine et la TNC doivent avoir été préparées par le
constructeur pour l'inclinaison du PLAN D'USINAGE!
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 PLAN D'USINAGE
8 CYCL DEF 19.1 B+10 C+90
9 L Z+200 R0 F1000
10 L X-50 Y-50 R0