HEIDENHAIN TNC 426 (280 476) Pilot Manuel d'utilisation
Page 17
18
Fonctions de contournage
Fonctions de contournage
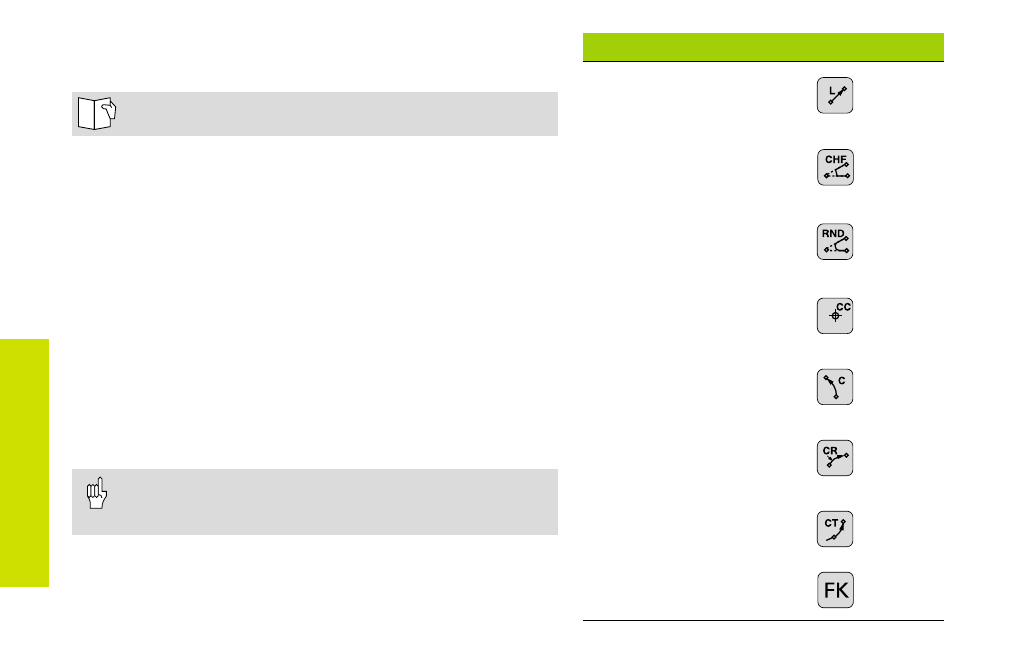
Droite
Chanfrein entre deux droites
Arrondi d'angle
Introduire
centre de cercle
ou
coordonnées polaires
Trajectoire circulaire
autour du centre de cercle CC
Trajectoire circulaire de
rayon déterminé
Trajectoire circulaire avec
raccordement tangentiel à
l'élément de contour précédent
Programmation flexible
de contours FK
Page
19
Page
20
Page
22
Page
21
Page
21
Page
23
Page
20
Page
25
Fonctions de contournage pour
séquences de positionnement
Cf. „Programmation: Programmer les contours”.
Convention
Par principe, on programme toujours un déplacement d'outil en
supposant que l'outil se déplace alors que la pièce reste immobile.
Introduction des positions nominales
Les positions nominales peuvent être introduites en coordonnées
cartésiennes ou polaires, aussi bien en absolu qu'en incrémental, ou en
mixant l'absolu et l'incrémental.
Contenu de la séquence de positionnement
Une séquence de positionnement complète comprend:
• Fonction de contournage
• Coordonnées du point final de l'élément de contour
(position nominale)
• Correction de rayon RR/RL/R0
• Avance F
• Fonction auxiliaire M
Au début d'un programme d'usinage, l'outil doit toujours être
positionné de telle manière qu'il ne puisse en aucun cas
endommager l'outil ou la pièce!