HEIDENHAIN TNC 426 (280 476) Pilot Manuel d'utilisation
Page 47
48
Cycles
de
création
de
trous
et
de
filets
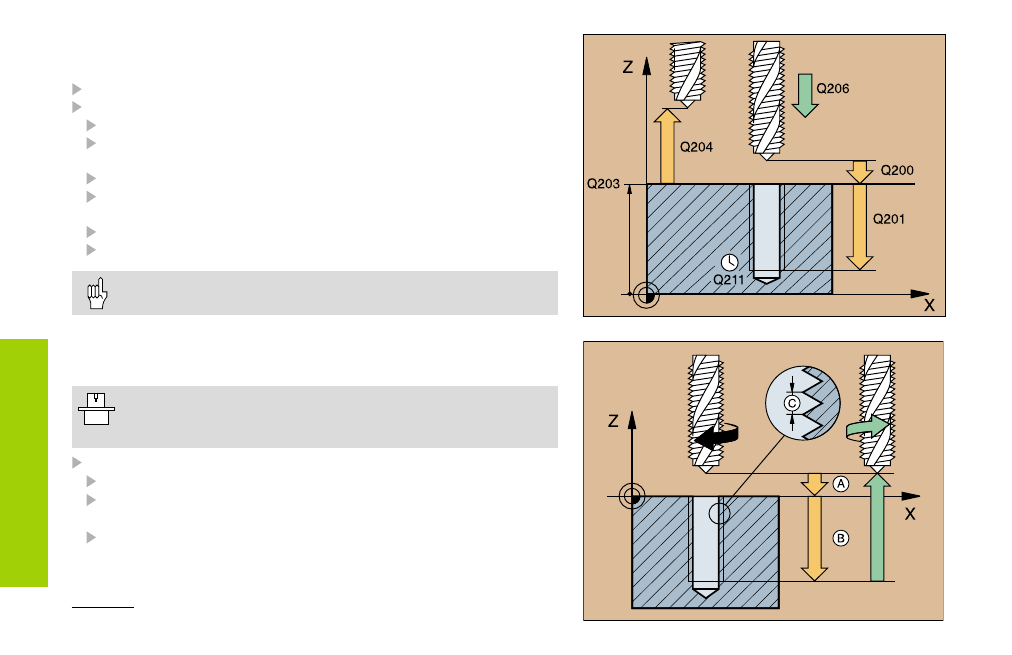
TARAUDAGE RIGIDE* (17)
sans mandrin de compensation
Machine et TNC doivent être préparées par le constructeur
pour le taraudage sans mandrin de compensation!
L'usinage est réalisé avec asservissement de la broche!
CYCL
DEF: sélectionner le cycle 17 TARAUDAGE RIGIDE
Distance d'approche: A
Profondeur de perçage: longueur du filet = distance entre
la surface de la pièce et la fin du filet: B
Pas de vis: C
Le signe définit le filet à droite et à gauche:
Filet à droite: +
Filet à gauche:
* Avec asservissement de la broche
NOUVEAU TARAUDAGE (206)
avec mandrin de compensation
Changer le mandrin de compensation linéaire
CYCL DEF: Sélectionner le cycle 206 NOUVEAU TARAUDAGE
Distance d'approche: Q200
Profondeur de perçage: Longueur du filet = distance entre la
surface de la pièce et la fin du filet: Q201
Avance F = vitesse de rotation broche S x pas de vis P: Q206
Temporisation en bas (introduire une valeur comprise entre 0 et
0,5 seconde): Q211
Coord. surface pièce: Q203
2ème distance d'approche: Q204
Pour un filet vers la droite, activer la broche avec M3; pour un
filet vers la gauche, avec M4!