HEIDENHAIN TNC 426 (280 476) Pilot Manuel d'utilisation
Page 10
Advertising
11
Principes
de
base
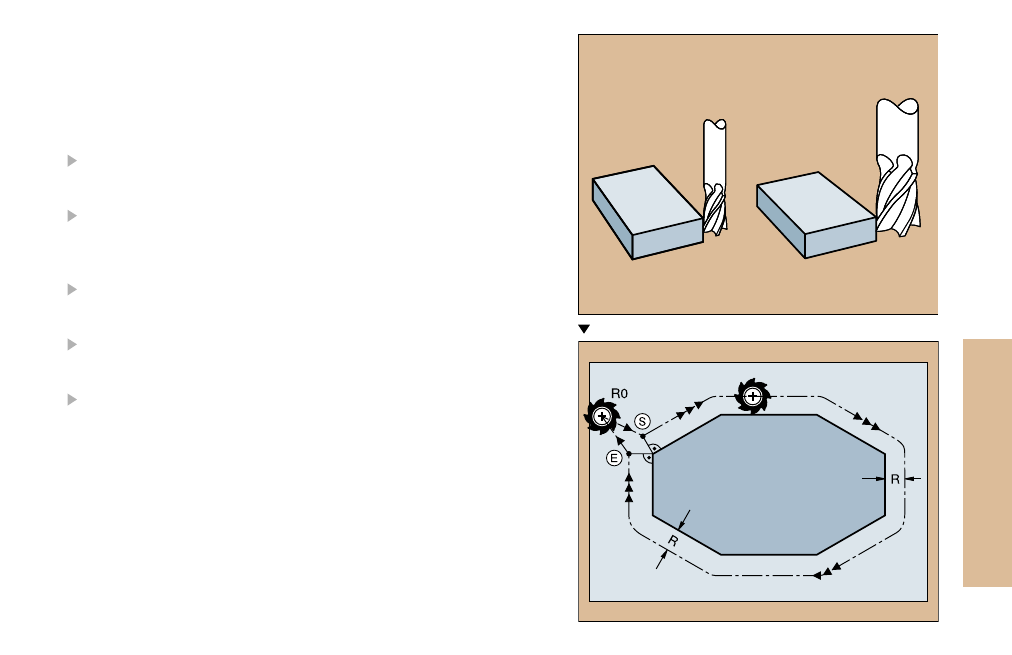
S
= début;
E
= fin
Corrections d'outils
Lors de l'usinage, la TNC tient compte de la longueur L et du rayon R
de l'outil qui a été appelé.
Correction linéaire
Début de l'effet:
Déplacer l'outil dans l'axe de broche
Fin de l'effet:
Appeler le nouvel outil ou l'outil de longueur L=0
Correction de rayon
Début de l'effet:
Déplacer l'outil dans le plan d'usinage avec RR ou RL
Fin de l'effet:
Programmer une séquence de positionnement avec R0
Travailler
sans correction de rayon (perçage, par ex.):
Déplacer l'outil avec R0
Advertising