Aborder et quitter des contours, 13 aborder et quitter des contours, Fonctions contournage pour approche/sortie – HEIDENHAIN TNC 426 (280 476) Pilot Manuel d'utilisation
Page 12
13
Aborder et quitter des contours
Aborder et quitter des contours
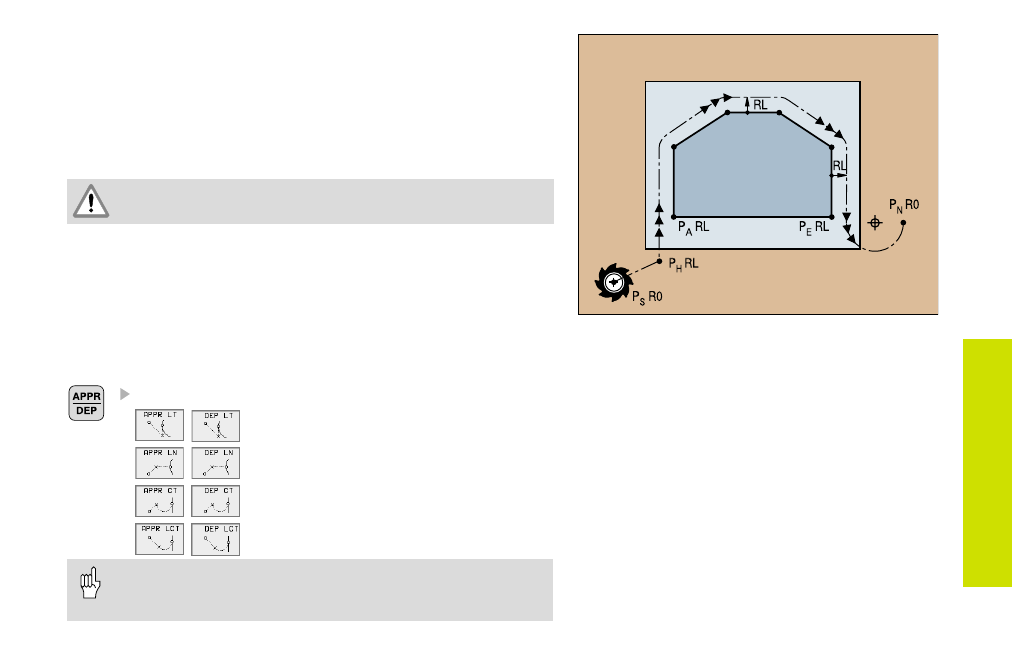
Point initial P
S
P
S
est situé en dehors du contour et doit être abordé sans correction de
rayon.
Point auxiliaire P
H
P
H
est situé en dehors du contour et sera calculé par la TNC.
La TNC déplace l'outil avec la dernière avance programmée, en
partant du point initial P
S
jusqu'au point auxiliaire P
H
!
Premier point du contour P
A
et dernier point du contour P
E
Le premier point P
A
est programmé dans une séquence APPR (angl.:
approach). Le dernier point est programé de la manière habituelle.
Point final P
N
P
N
est situé en dehors du contour et résulte de la séquence DEP
(départ). P
N
est abordé automatiquement avec R0.
Fonctions contournage pour approche/sortie
Appuyer sur la softkey de la fonction désirée:
Droite avec raccordement tangentiel
Droite perpendiculaire au point du contour
Trajectoire circulaire avec raccordement
tangentiel
Segment de droite avec cercle de transition
tangentiel au contour
• Programmer la correction de rayon dans la séquence APPR!
• Les séquences DEP ont pour effet d'initialiser à R0
la correction de rayon!