HEIDENHAIN SW 54843x-03 Manuel d'utilisation
Page 276
278
Programmation des cycles
4.6 Cy
cles de filetag
e
et de dég
a
g
e
ments
Type d'usinage permettant d'accéder à la base de données
technologiques : Filetage
Exécution du cycle
1
calcule la répartition des passes
2
démarre avec la première passe à partir du point de départ Z
3
se déplace jusqu'au point final Z2, avec l'avance définie
4
se retire par un déplacement paraxial et effectue une nouvelle
passe
5
répète les étapes 3...4 jusqu'à atteindre la profondeur de filet U
6
approche le point de changement d'outil conformément à ce qui a
été paramétré dans la fonction G14
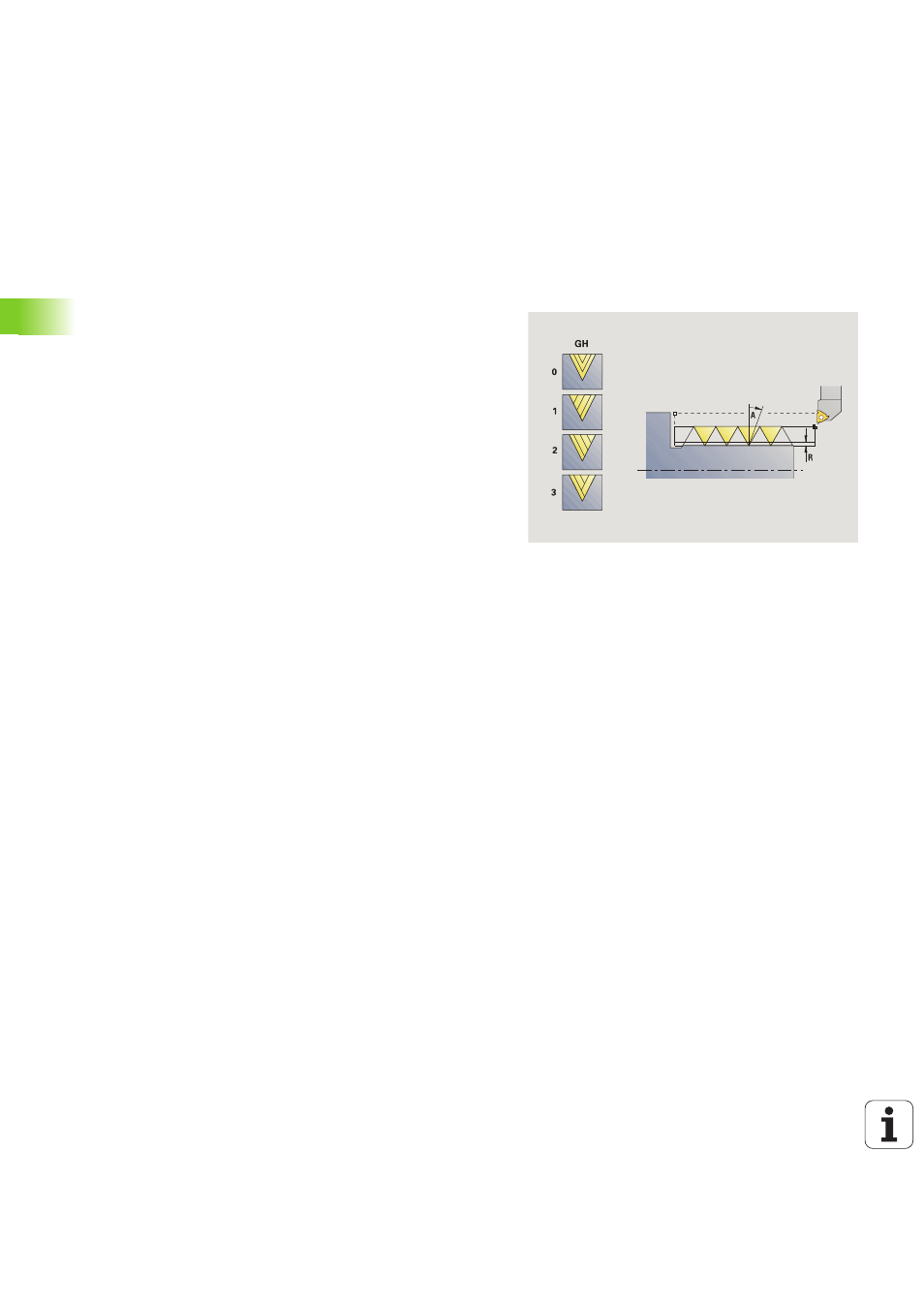
GH
Mode de décalage
0: sans décalage
1: de la gauche
2: de la droite
3: altern. gauche/droite
A
Angle de prise de passe (plage : –60° < A < 60°; par
défaut : 30°)
A<0 : prise de passe, flanc gauche
A\>0 : prise de passe, flanc droit
R
Profondeur de passe restante - seulement avec GV=4 (par
défaut: 1/100 mm)
IC
Nombre de passes– la prise de passe est calculée à partir
de IC et U.
Utilisable avec:
GV=0: section de copeau constante
GV=1: passe constante
MT
M après T: fonction M qui sera exécutée après l'appel
d'outil T.
MFS
M au début: fonction M qui sera exécutée au début de la
phase d'usinage.
MFE
M à la fin: fonction M qui sera exécutée à la fin de la phase
d'usinage.
WP
Affichage indiquant avec quelle broche de pièce le cycle
est exécuté (en fonction de la machine)
Entraînement principal
Contre-broche pour usinage sur face arrière