Tourn. gorge axiale, finition, 5 cy cles de g o rg es – HEIDENHAIN SW 54843x-03 Manuel d'utilisation
Page 248
250
Programmation des cycles
4.5 Cy
cles de g
o
rg
es
Tourn. gorge axiale, finition
Sélectionner Cycles de gorges
Sélectionner Tournage de gorges
Sélectionner Tournage de gorges axiales
Activer la softkey Passe finition
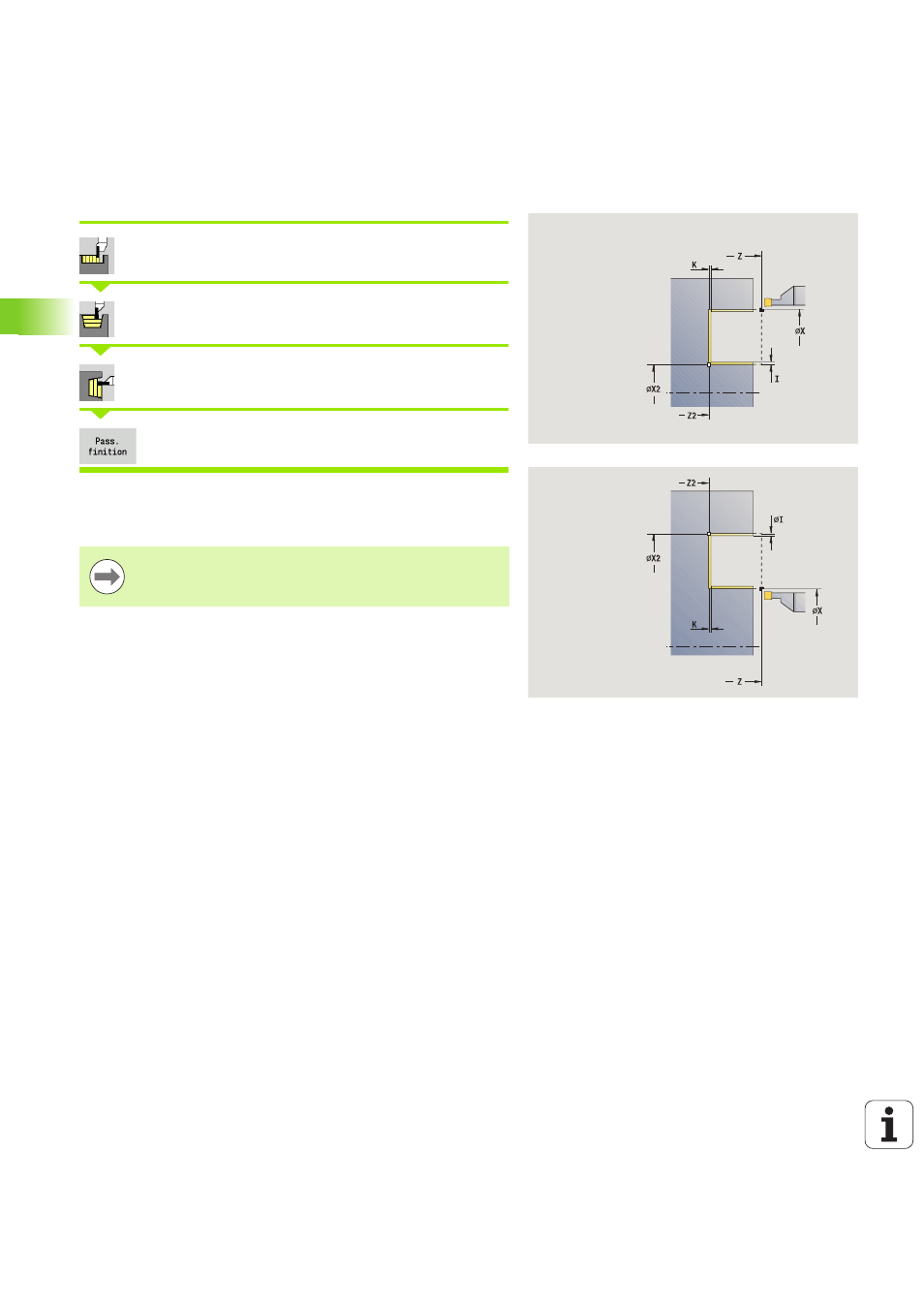
Le cycle réalise la finition de la section de contour qui a été définie aux
paramètres Point de départ et Point final du contour (voir
également "Tournage de gorges" à la page 240).
Les surépaisseurs I, K définissent la matière restante
après le cycle de finition.
Paramètres du cycle
X, Z
Point de départ
X2, Z2
Point final du contour
I, K
Surépaisseur X, Z
G14
Point de changement d'outil (voir page 142)
T
Numéro de l'emplacement dans la tourelle
ID
Numéro ID de l'outil
S
Vitesse de rotation/vitesse de coupe
F
Avance par tour
G47
Distance de sécurité (voir page 142)
MT
M après T: fonction M qui sera exécutée après l'appel
d'outil T.