Multipasses longitudinales, plongée, 4 cy cles multipasses – HEIDENHAIN SW 54843x-03 Manuel d'utilisation
Page 175
HEIDENHAIN MANUALplus 620
177
4.4 Cy
cles Multipasses
Multipasses longitudinales, plongée
Sélectionner Cycles multipasses longitudinales/
transversales
Sélectionner la plongée longitudinale
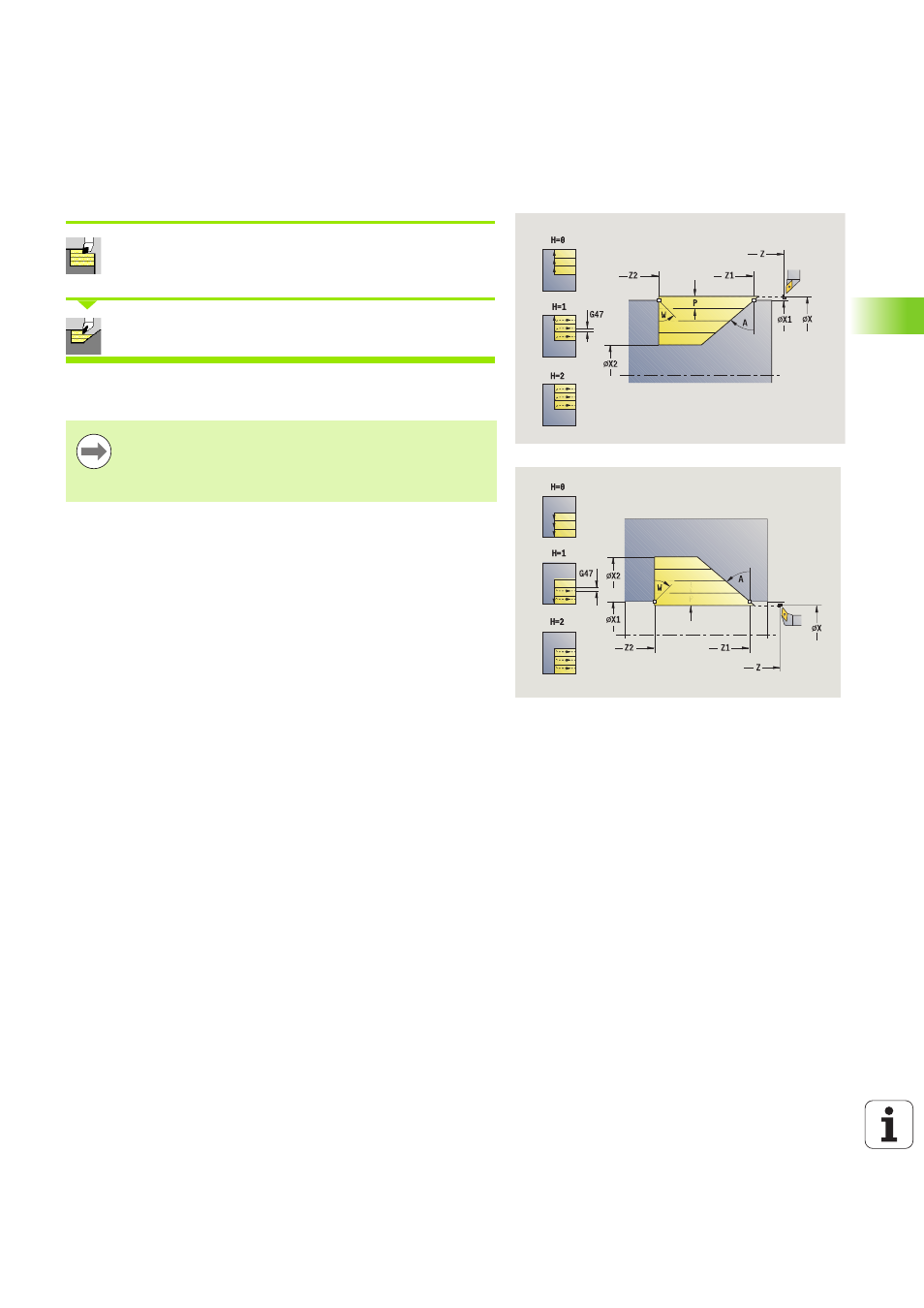
Le cycle ébauche la zone définie par le premier point du contour, le
point final du contour
et l'angle de plongée.
Type d'usinage permettant d'accéder à la base de données
technologiques : Ebauche
L'outil plonge avec l'angle maximal possible, la matière
restante n'est pas usinée.
Plus l'angle de plongée est grand, plus la réduction de
l'avance est importante (50% max.).
Paramètres du cycle
X, Z
Point de départ
X1, Z1
Premier point du contour
X2, Z2
Point final du contour
P
Profondeur de passe: passe max.
H
Lissage du contour
0: à chaque passe
1: à la dernière passe
2: pas de lissage
A
Angle de plongée (plage : 0° <= A < 90° ; par défaut : 0°)
W
Angle final – Oblique à la fin du contour
(plage : 0° <= W < 90°)
G47
Distance de sécurité (voir page 142)
G14
Point de changement d'outil (voir page 142)
T
Numéro de l'emplacement dans la tourelle
ID
Numéro ID de l'outil
S
Vitesse de rotation/vitesse de coupe
F
Avance par tour
MT
M après T: fonction M qui sera exécutée après l'appel
d'outil T.
MFS
M au début: fonction M qui sera exécutée au début de la
phase d'usinage.
MFE
M à la fin: fonction M qui sera exécutée à la fin de la phase
d'usinage.
WP
Affichage indiquant avec quelle broche de pièce le cycle
est exécuté (en fonction de la machine)
Entraînement principal
Contre-broche pour usinage sur face arrière