HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 509
Advertising
Définition du point d'origine avec palpeur 3D
15.9
15
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
509
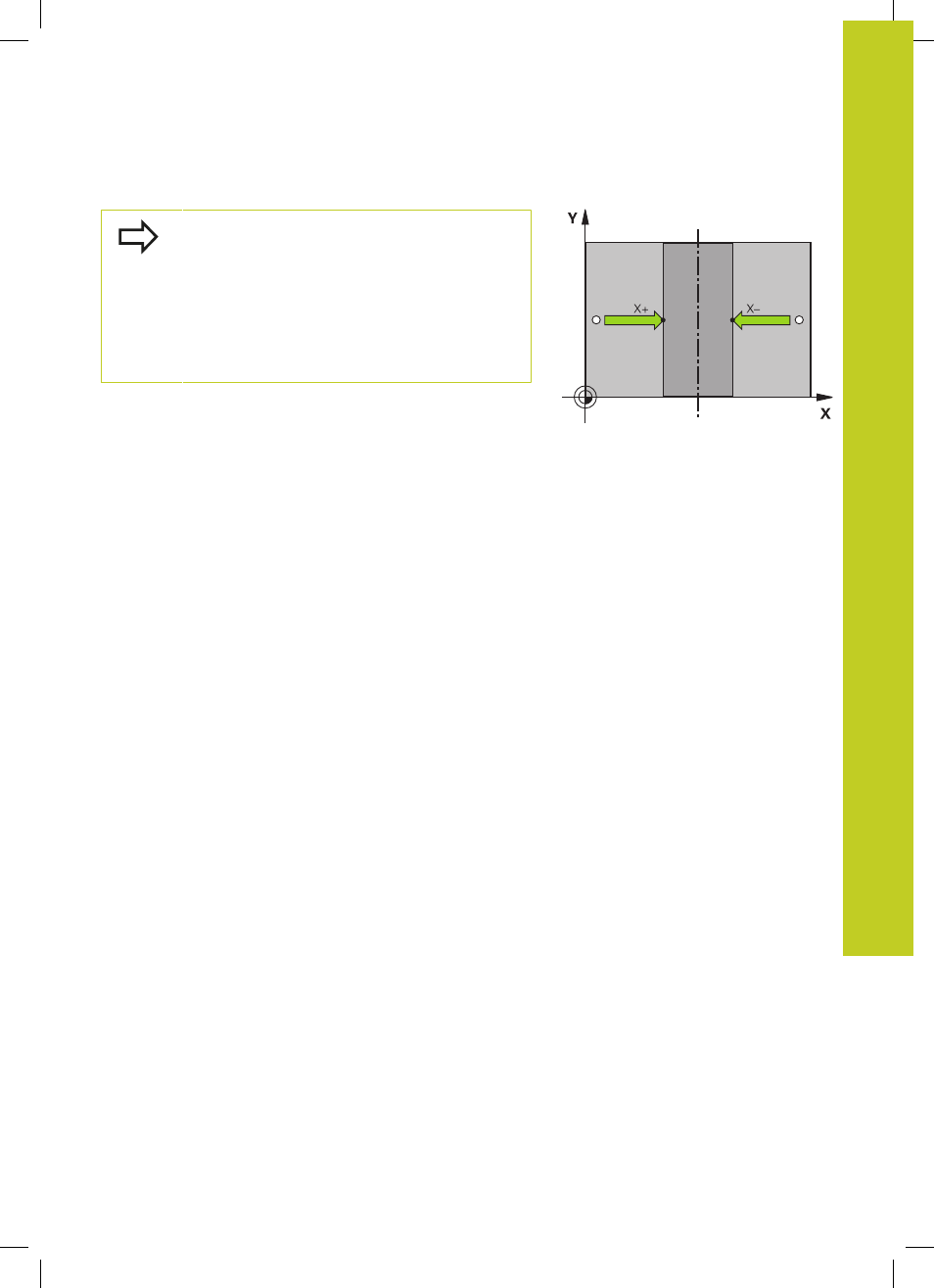
Une que le deuxième point de palpage a été
déterminé, vous pouvez modifier le sens de l'axe
central dans le menu d'exploitation. Vous pouvez
choisir par l'intermédiaire de softkeys si le point
d'origine ou le point zéro doit être défini sur l'axe
principal, l'axe auxiliaire ou l'axe d'outil. Cela peut
s'avérer nécessaire dans le cas où vous souhaiteriez
enregistrer la position déterminée sur l'axe principal
ou l'axe auxiliaire.
Advertising
Voir aussi d'autres documents dans la catégorie Equipement HEIDENHAIN:
- TNC 122 User Manual (Pages: 63)
- ND 287 User Manual (Pages: 146)
- ND 282 (Pages: 10)
- ND 282 B (Pages: 39)
- ND 281 A (Pages: 44)
- ND 281 B v.1 (Pages: 53)
- ND 221 B v.2 (Pages: 56)
- ND 221 B v.2 (Pages: 65)
- ND 231 v.2 (Pages: 10)
- ND 221 v.2 (Pages: 8)
- ND 220 v.2 (Pages: 6)
- ND 550 v.2 (Pages: 8)
- NDP 560 (Pages: 10)
- ND 523 (Pages: 95)
- ND 570 (Pages: 8)
- ND 760 v.3 (Pages: 72)
- ND 760 v.1 (Pages: 54)
- ND 770 v.1 (Pages: 40)
- ND 770 v.3 (Pages: 41)
- ND 780 (Pages: 125)
- NDP 960 (Pages: 68)
- ND 970 (Pages: 47)
- ND 1200 (Pages: 143)
- ND 1200R (Pages: 98)
- ND 2100G (Pages: 285)
- PT 855 for Milling (Pages: 114)
- PT 855 for Turning (Pages: 87)
- PT 880 (Pages: 159)
- MSE 1000 (Pages: 174)
- SW 54843x-02 (Pages: 631)
- SW 68894x-02 DIN Programming (Pages: 607)
- SW 54843x-03 (Pages: 654)
- SW 68894x-03 DIN Programming (Pages: 625)
- SW 68894x-02 (Pages: 631)
- SW 68894x-03 (Pages: 656)
- MANUALplus 4110 (Pages: 550)
- MANUALplus 4110 Pilot (Pages: 119)
- CNC Pilot 4290 V7.1 (Pages: 737)
- CNC Pilot 4290 V7.1 Description of B and Y axes (Pages: 117)
- CNC Pilot 4290 (Pages: 481)
- CNC Pilot 4290 Pilot (Pages: 94)
- CNC Pilot 4290 Description of the Y axis (Pages: 64)
- TNC 310 (286 140) (Pages: 252)
- TNC 310 (286 140) Pilot (Pages: 60)
- TNC 128 (77184x-02) (Pages: 513)