HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 222
Programmation : programmer les contours
6.4
Contournage : coordonnées cartésiennes
6
222
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
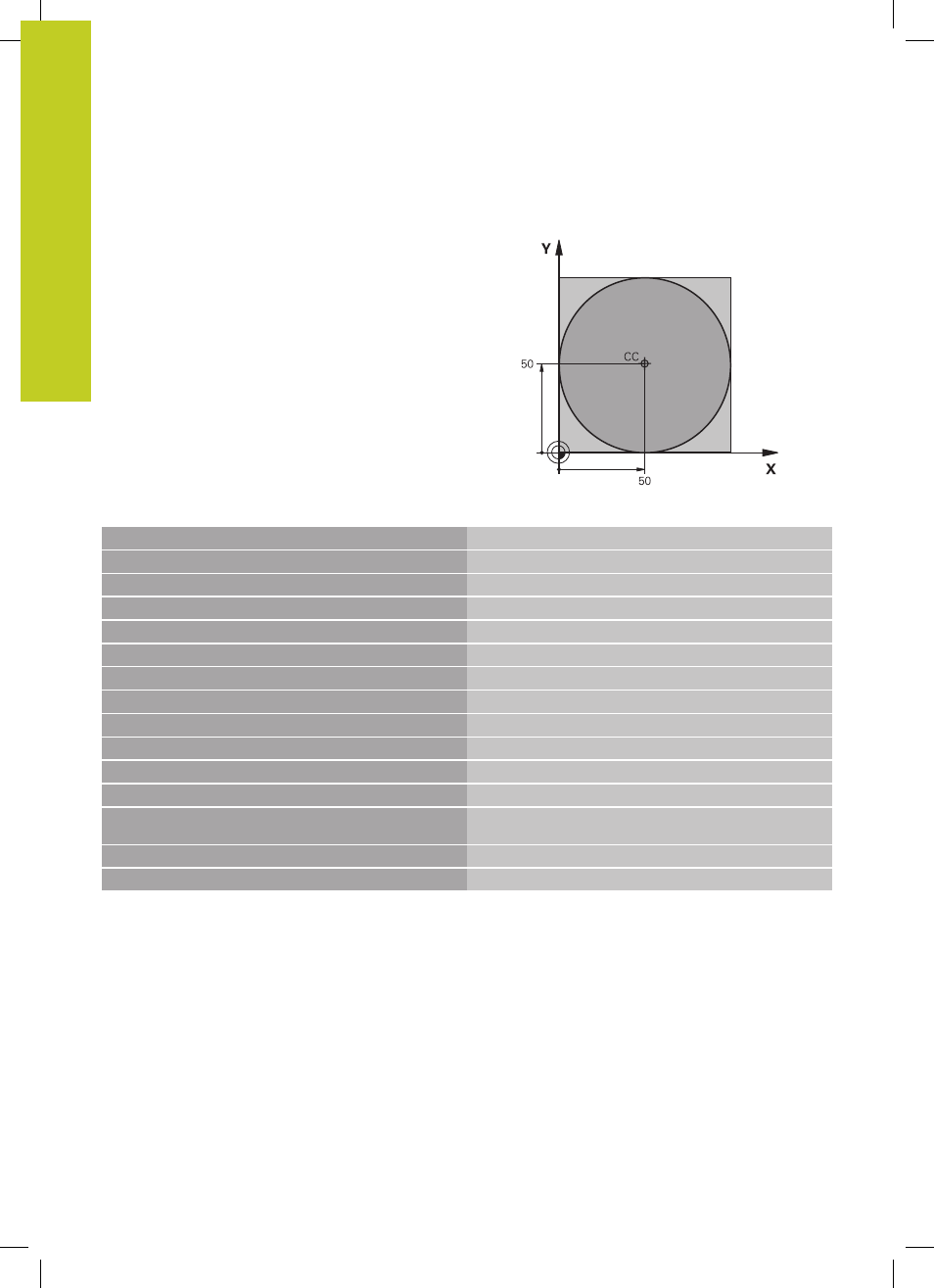
Exemple : cercle entier en coordonnées cartésiennes
%C-CC G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Définition de la pièce brute
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3150 *
Appel d'outil
N40 G00 G40 G90 Z+250 *
Dégager l'outil
N50 I+50 J+50 *
Définir le centre du cercle
N60 X-40 Y+50 *
Prépositionner l’outil
N70 G01 Z-5 F1000 M3 *
Aller à la profondeur d’usinage
N80 G41 X+0 Y+50 F300 *
Aborder le point initial du cercle, correction de rayon G41
N90 G26 R5 F150 *
Approche tangentielle
N100 G02 X+0 *
Aborder le point final (=point initial du cercle)
N110 G27 R5 F500 *
Sortie tangentielle
N120 G01 G40 X-40 Y-50 F1000 *
Dégager l'outil dans le plan d'usinage, annuler la correction
de rayon
N130 G00 Z+250 M2 *
Dégagement dans l'axe d'outil, fin du programme
N99999999 %C-CC G71 *