Correction de rayon d'outil, Programmation : outils 5.3 correction d'outil – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuel d'utilisation
Page 194
Programmation : outils
5.3
Correction d'outil
5
194
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 7/2014
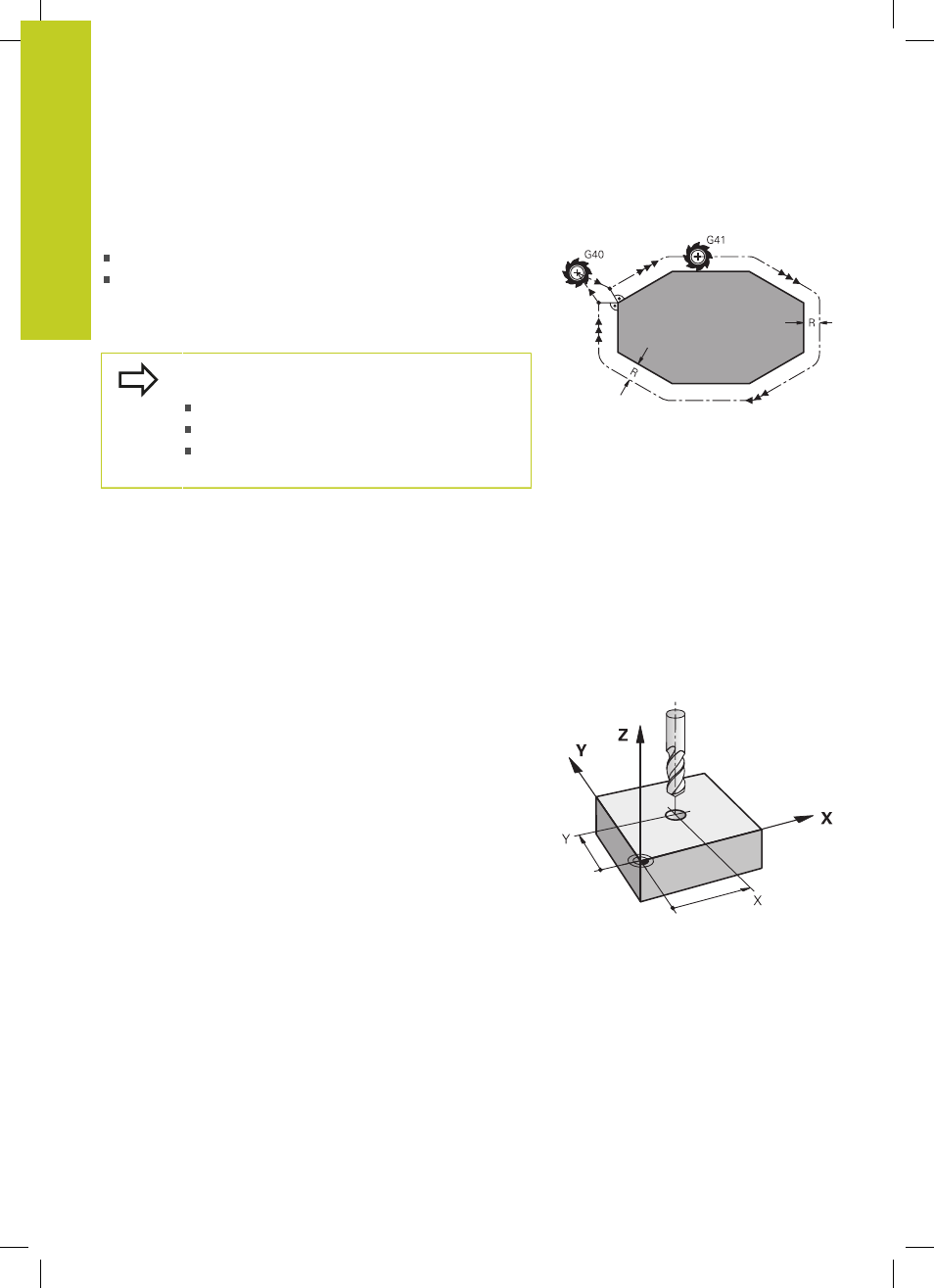
Correction de rayon d'outil
La séquence de programme pour un déplacement d’outil contient :
G41 ou G42 pour une correction de rayon
G40 si aucune correction de rayon ne doit être appliquée
La correction de rayon est active dès qu’un outil est appelé et
déplacé avec une séquence linéaire dans le plan d’usinage avec
G41 ou RRG42.
La TNC annule la correction de rayon dans le cas où
vous :
programmez une séquence linéaire avec
G40
programmez un
PGM CALL
sélectionnez un nouveau programme avec
PGM
MGT
Pour la correction de rayon, la TNC tient compte des valeurs Delta
contenues à la fois dans la séquence
T et dans le tableau d'outils :
Valeur de correction =
R + DR
TOOL CALL
+
DR
TAB
avec
R :
Rayon d'outil
R de la séquence G99 ou du tableau
d'outils
DR
TOOL CALL
:
Surépaisseur
DR pour rayon de la séquence T
DR
TAB
:
Surépaisseur
DR du rayon du tableau d'outils
Contournages sans correction de rayon : G40
Dans le plan d'usinage, le centre d'outil suit le contour programmé
ou se positionne aux coordonnées programmées.
Application : perçage, prépositionnement.