Valeurs delta pour longueurs et rayons, Introduire les données d'outils dans le programme, 2 données d'outils – HEIDENHAIN TNC 620 (73498x-01) Manuel d'utilisation
Page 149
HEIDENHAIN TNC 620
149
5.2 Données d'outils
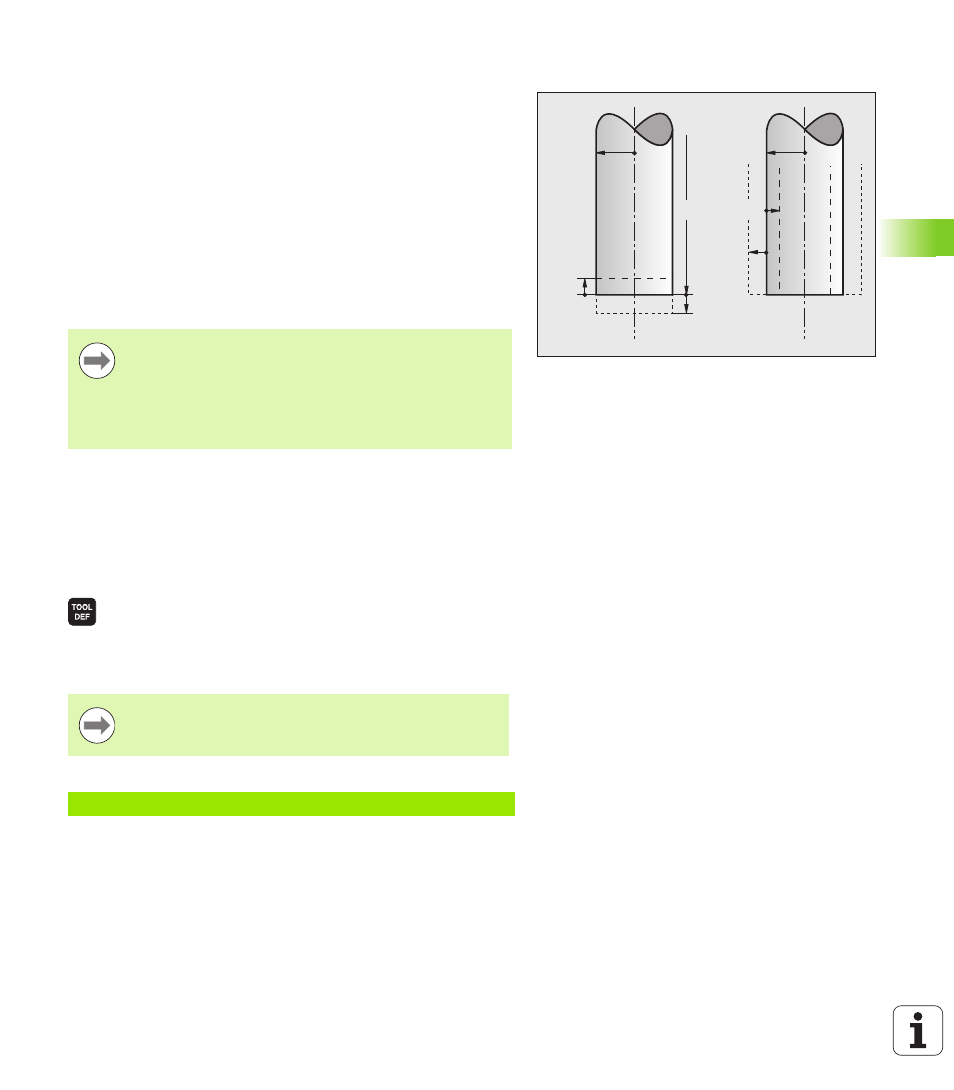
Valeurs Delta pour longueurs et rayons
Les valeurs Delta représentent des écarts sur les longueurs et les
rayons d'outils.
Une valeur Delta positive correspond à une surépaisseur (DL, DR,
DR2
>0). Pour usiner avec une surépaisseur, introduisez la valeur de
surépaisseur dans l'appel d'outil avec TOOL CALL.
Une valeur Delta négative correspond à une surépaisseur négative (DL,
DR
, DR2<0). En cas d'usure d'outil, introduire une surépaisseur
négative dans le tableau d'outils.
Les valeurs Delta à introduire sont des nombres. Dans une séquence
TOOL CALL
, vous pouvez également introduire un paramètre Q.
Plage d’introduction : les valeurs Delta ne doivent pas excéder
±99,999 mm.
Introduire les données d'outils dans le
programme
Pour un outil donné, vous définissez une seule fois dans une séquence
TOOL DEF
le numéro, la longueur et le rayon :
U
Sélectionner la définition d'outil : appuyer sur la touche TOOL DEF
U
Numéro d'outil
: identifier clairement un outil par son
numéro
U
Longueur d'outil
: valeur de correction de longueur
U
Rayon d'outil
: valeur de correction de rayon
Exemple
DR<0
DR>0
DL<0
R
DL>0
L
R
Les valeurs Delta du tableau d'outils influent sur la
représentation graphique de l'outil. La représentation de
la pièce lors de la simulation reste identique.
Les valeurs Delta de la séquence TOOL CALL modifient, lors
la simulation, la taille de la pièce représentée. La taille de
l'outil en simulation reste identique.
Pendant la dialogue, vous pouvez insérer directement la
valeur de longueur et de rayon dans le champ du
dialogue : appuyer sur la softkey de l'axe désiré.
4 TOOL DEF 5 L+10 R+5