Créer un programme avec cycles, 3 pr ogr ammer la pr emièr e pièce – HEIDENHAIN 530 (340 49x-07) ISO programming Manuel d'utilisation
Page 64
64
Premiers pas avec l'iTNC 530
1
.3 Pr
ogr
ammer la pr
emièr
e
pièce
Créer un programme avec cycles
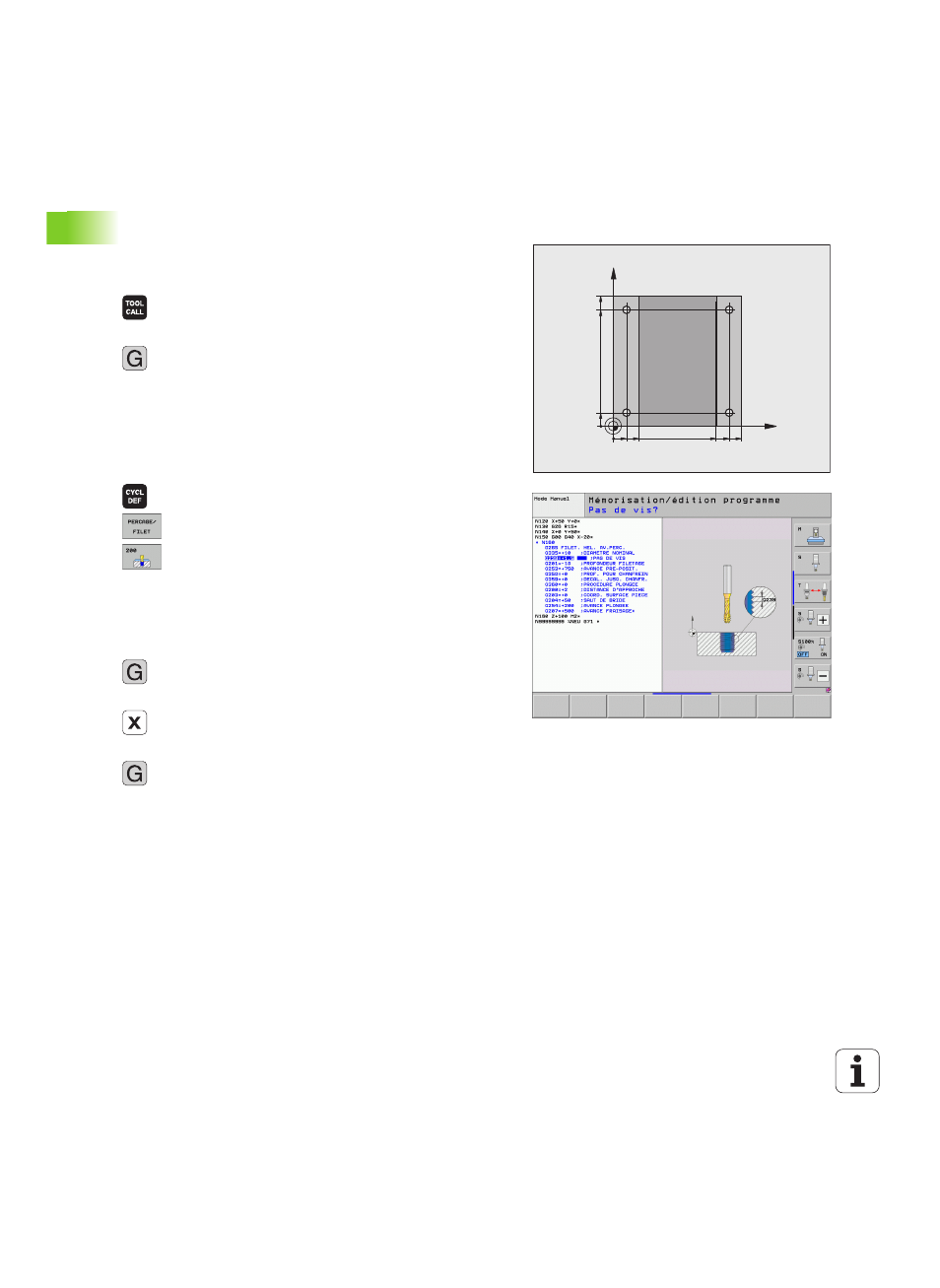
Les trous sur la figure de droite (profondeur 20 mm) doivent être
usinés avec un cycle de perçage standard. La pièce brute a déjà été
définie.
U
Appeler l'outil: introduisez les données de l'outil.
Validez l'introduction avec la touche ENT, ne pas
oublier l'axe d'outil
U
Dégager l'outil: appuyer sur la touche d'axe orange Z
pour dégager l'axe d'outil et introduisez la valeur de la
position à atteindre, p. ex. 250. Valider avec la touche
ENT
U
Correct.rayon: RL/RR/sans corr.?
Valider avec la
touche ENT: ne pas activer la correction de rayon
U
Fonction auxiliaire M?
Valider avec la touche END:
la TNC mémorise la séquence de déplacement
U
Appeler le menu des cycles
U
Afficher les cycles de perçage
U
Sélectionner le cycle de perçage standard 200: la TNC
ouvre la boîte de dialogue pour définir le cycle.
Introduisez successivement tous les paramètres
demandés par la TNC et validez chaque saisie avec la
touche ENT. Sur la partie droite de l'écran, la TNC
affiche également un graphique qui représente le
paramètre correspondant du cycle
U
Aborder la première position de perçage: introduire les
coordonnées
de la position de perçage, activer
l'arrosage et la broche, appeler le cycle avec M99
U
Aborder les positions de perçage suivantes: introduire
les coordonnées de chaque position de perçage,
appeler le cycle avec M99
U
Dégager l'outil: appuyer sur la touche d'axe orange Z
pour dégager l'axe d'outil et introduisez la valeur de la
position à atteindre, p. ex. 250. Valider avec la touche
ENT
U
Correct.rayon: RL/RR/sans corr.?
Valider avec la
touche ENT: ne pas activer la correction de rayon
U
Fonction auxiliaire M?
Introduire M2 pour la fin du
programme, valider avec la touche END: la TNC
mémorise la séquence de déplacement
X
Y
20
10
100
100
10
90
90
80
0
0
0
0