HEIDENHAIN 530 (340 49x-07) ISO programming Manuel d'utilisation
Page 519
HEIDENHAIN iTNC 530
519
15.1 Pr
ogr
ammation et exécution
d'opér
a
tions d'usinag
e simples
Exemple 1
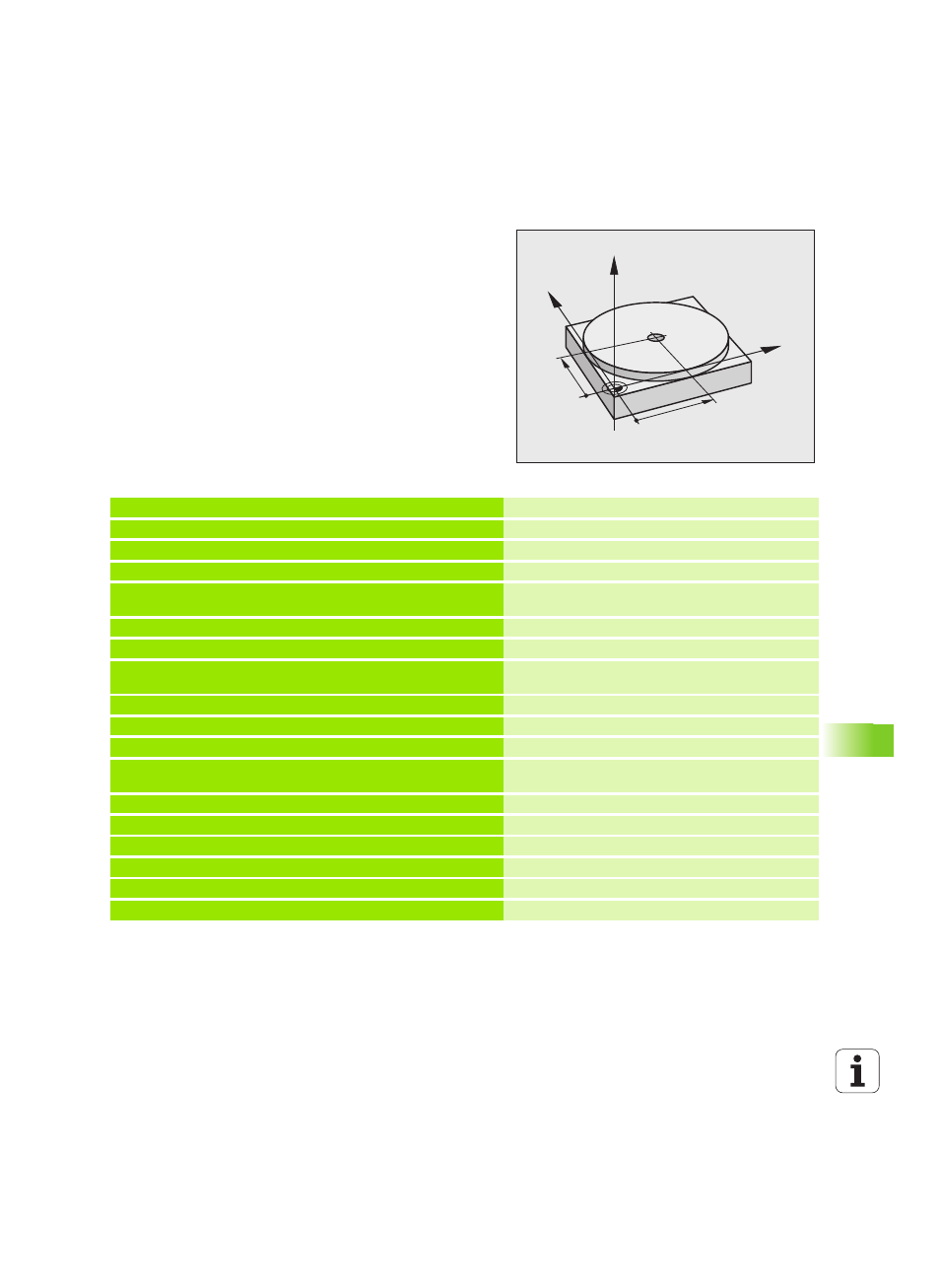
Un trou de profondeur de 20 mm doit être percé sur une pièce. Après
avoir fixé et dégauchi la pièce, puis initialisé le point d'origine, le trou
peut être programmé en quelques lignes et ensuite usiné.
L'outil est d'abord prépositionné au-dessus de la pièce à l'aide de
séquences linéaires, puis positionné à une distance d'approche de
5 mm au-dessus du trou. Celui-ci est ensuite usiné avec le cycle G200.
Fonction droite: voir „Droite en avance rapide G00 Droite avec avance
G01 F .”, page 216, cycle PERCAGE: voir manuel d'utilisation des
cycles, cycle 200 PERCAGE.
Y
X
Z
50
50
%$MDI G71 *
N10 T1 G17 S2000 *
Appeler l'outil: axe d'outil Z,
Vitesse de rotation broche 2000 tours/min.
N20 G00 G40 G90 Z+200 *
Dégager l'outil (avance rapide)
N30 X+50 Y+50 M3 *
Positionner l'outil en avance rapide au-dessus du
trou, marche broche
N40 G01 Z+2 F2000 *
Positionner l'outil à 2 mm au-dessus du trou
N50 G200 PERCAGE *
Définir le cycle G200 Perçage
Q200=2
;DISTANCE D'APPROCHE
Distance d'approche de l'outil au-dessus du trou à
percer
Q201=-20
;PROFONDEUR
Profondeur de trou (signe = sens de l'usinage)
Q206=250
;AVANCE PLONGÉE PROF.
Avance de perçage
Q202=10
;PROFONDEUR DE PASSE
Profondeur de la passe avant le retrait
Q210=0
;TEMPO. EN HAUT
Temporisation en haut, en secondes, pour dégager
les copeaux
Q203=+0
;COORD. SURFACE PIÈCE
Coordonnée de l'arête supérieure de la pièce
Q204=50
;SAUT DE BRIDE
Position à la fin du cycle, se référant à Q203
Q211=0.5
;TEMPO. AU FOND
Temporisation au fond du trou, en secondes
N60 G79 *
Appeler le cycle G200 Perçage profond
N70 G00 G40 Z+200 M2 *
Dégager l'outil
N9999999 %$MDI G71 *
Fin du programme