D19 plc: transmission de valeurs au plc, 7 f o nctions spéciales – HEIDENHAIN 530 (340 49x-07) ISO programming Manuel d'utilisation
Page 293
HEIDENHAIN iTNC 530
293
9.7 F
o
nctions spéciales
D15 PRINT: Emission de textes ou valeurs de
paramètres Q
Avec la fonction D15, vous pouvez sortir les valeurs des paramètres Q
et les messages d'erreur via l'interface de données, par ex. sur une
imprimante. En mémorisant les valeurs de manière interne ou en les
transmettant à un calculateur, la TNC les enregistre dans le fichier
%FN15RUN.A (sortie pendant l'exécution du programme) ou dans le
fichier %FN15SIM.A (sortie pendant le test du programme).
La sortie est mise en attente et elle est déclenchée au plus tard à la
fin du programme ou si vous arrêtez celui-ci. En mode de
fonctionnement pas à pas, le transfert des données à lieu à la fin de la
séquence.
Emission de dialogues et messages d’erreur avec FN: PRINT
„valeur numérique“
Exemple: émettre le numéro de dialogue 20
Emission de dialogues et paramètres Q avec D15 PRINT
„paramètres Q“
Exemple d'application: édition du procès-verbal d'étalonnage d'une
pièce.
Vous pouvez sortir simultanément jusqu'à 6 paramètres Q et valeurs
numériques. La TNC les sépare par des barres obliques.
Exemple: sortie du dialogue 1 et de la valeur numérique de Q1
D19 PLC: transmission de valeurs au PLC
La fonction D19 permet de transférer au PLC jusqu'à deux valeurs
numériques ou paramètres Q.
Résolutions et unités de mesure: 0,1 µm ou 0,0001°
Exemple: transférer au PLC la valeur numérique 10
(correspondant à 1µm ou 0,001°)
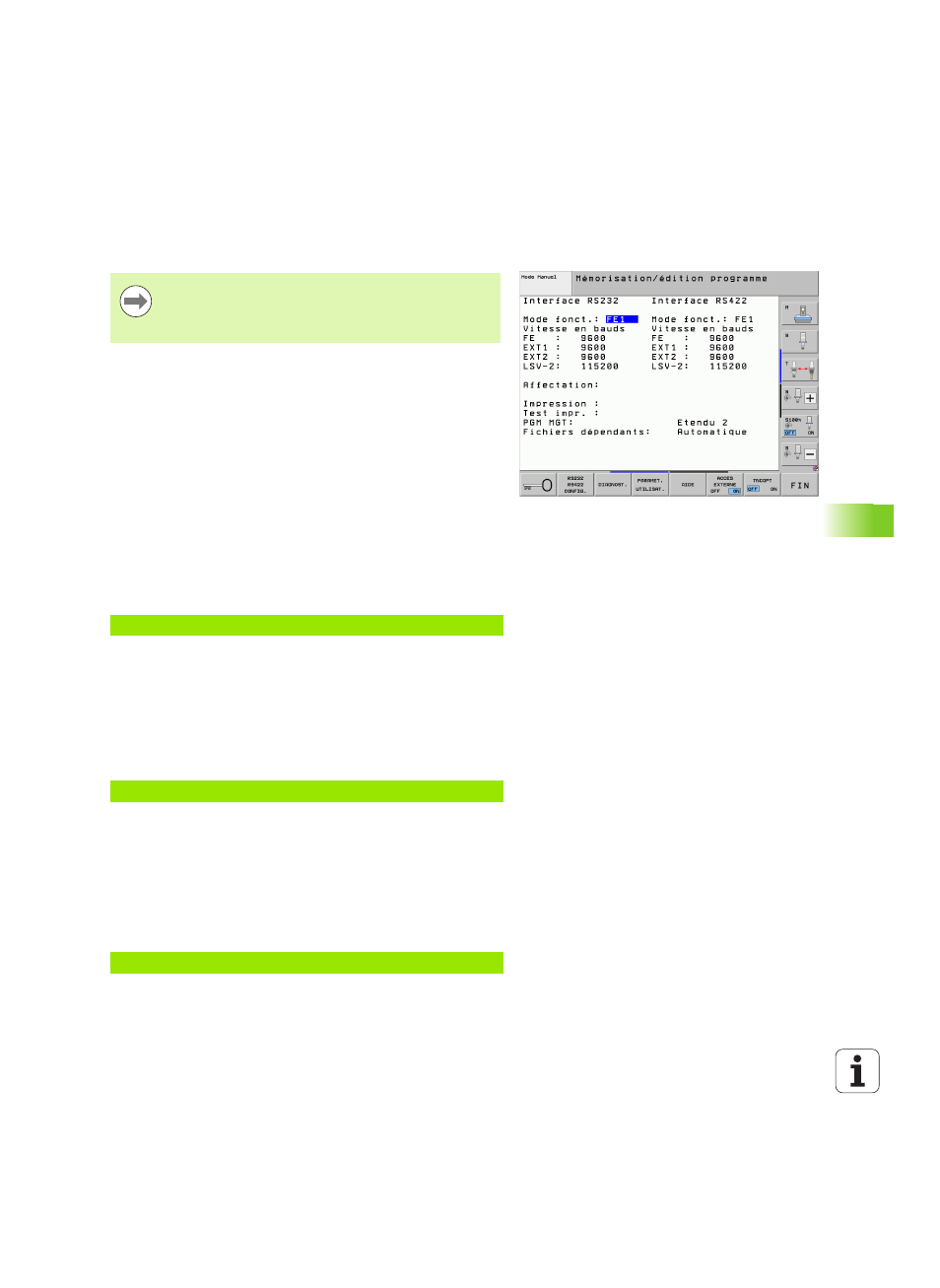
Configurer l'interface de données: dans le menu PRINT ou
PRINT-TEST, définir le chemin vers lequel la TNC doit
mémoriser les textes ou valeurs de paramètres Q. voir
„Affectation”, page 562.
Valeur de 0 à 99:
Dialogues pour cycles constructeur
à partir de 100:
Messages d’erreur PLC
N67 D15 P01 20 *
N70 D15 P01 1 P02 Q1 *
N56 D19 P01 +10 P02 +Q3 *