1 0 cy cles de con v ersion de coor données, Exemple: cycles de conversion de coordonnées – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 398
398
8 Programmation: Cycles
8.1
0
Cy
cles de con
v
ersion de coor
données
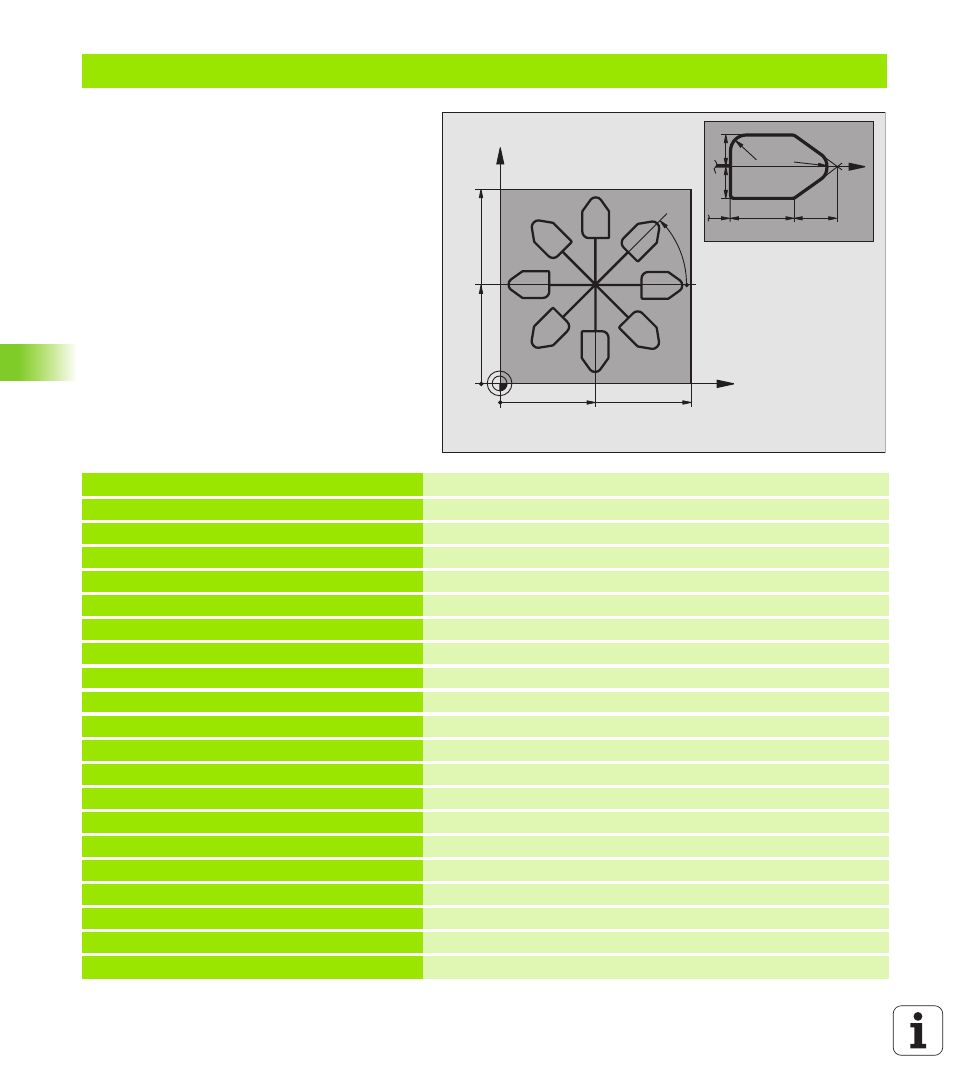
Exemple: Cycles de conversion de coordonnées
Déroulement du programme
n
Conversions de coordonnées dans le
programme principal
n
Usinage dans le sous-programme, cf. „Sous-
programmes”, page 407
%KOUMR G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Définition de la pièce brute
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
Définition de l'outil
N40 T1 G17 S4500 *
Appel d'outil
N50 G00 G40 G90 Z+250 *
Dégager l'outil
N60 G54 X+65 Y+65 *
Décalage de l’outil au centre
N70 L1,0 *
Appeler le fraisage
N80 G98 L10 *
Initialiser un label pour la répétition de parties de programme
N90 G73 G91 H+45 *
Rotation de 45° (en incrémental)
N100 L1,0 *
Appeler le fraisage
N110 L10,6 *
Retour au LBL 10; six fois au total
N120 G73 G90 H+0 *
Annuler la rotation
N130 G54 X+0 Y+0 *
Annuler le décalage du point zéro
N140 G00 Z+250 M2 *
Dégager l’outil, fin du programme
N150 G98 L1 *
Sous-programme 1:
N160 G00 G40 X+0 Y+0 *
Définition du fraisage
N170 Z+2 M3 *
N180 G01 Z-5 F200 *
N190 G41 X+30 *
N200 G91 Y+10 *
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10