5 cont our nag e s – coor données polair es – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 190
190
6 Programmation: Programmer les contours
6.5 Cont
our
nag
e
s – Coor
données polair
es
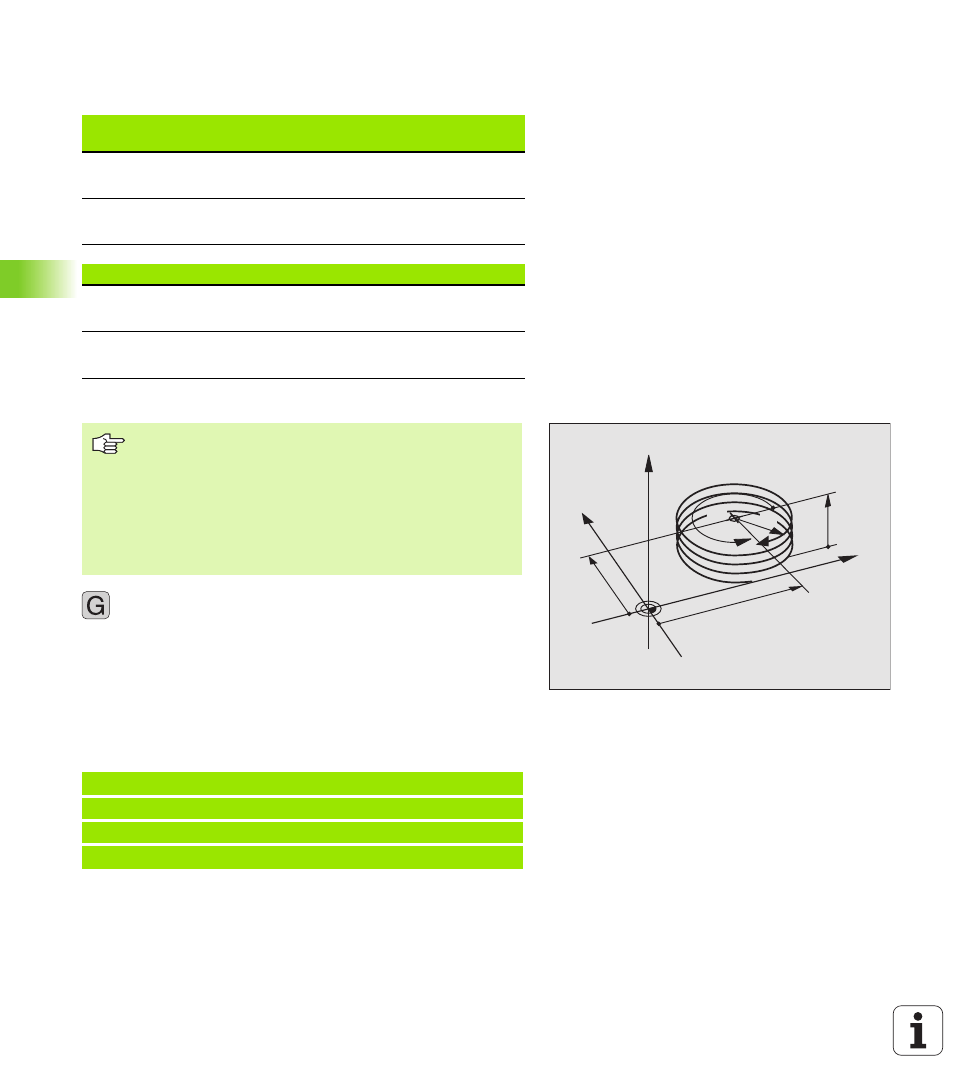
Forme de la trajectoire hélicoïdale
Le tableau indique la relation entre sens de l’usinage, sens de rotation
et correction de rayon pour certaines formes de trajectoires.
Programmer une trajectoire hélicoïdale
U
U
U
U
Angle polaire H: Introduire l'angle total parcouru par
l'outil sur la trajectoire hélicoïdale. Après avoir
introduit l'angle, sélectionnez l'axe d'outil à l'aide
d'une touche de sélection d'axe.
U
U
U
U
Introduire en incrémental la hauteur de la trajectoire
hélicoïdale
U
U
U
U
Introduire la correction de rayon G41/G42
conformément au tableau
Exemples de séquences CN: Filetage M6 x 1 mm avec 5 rotations
Taraudage
Sens
d'usinage
Sens
rotation
Correction
rayon
vers la droite
vers la gauche
Z+
Z+
G13
G12
G41
G42
vers la droite
vers la gauche
Z–
Z–
G12
G13
G42
G41
Filetage
vers la droite
vers la gauche
Z+
Z+
G13
G12
G42
G41
vers la droite
vers la gauche
Z–
Z–
G12
G13
G41
G42
Introduisez le sens de rotation et l'angle total incrémental
G91 H
avec le même signe; dans le cas contraire, l'outil
pourrait se déplacer sur une trajectoire incorrecte.
Pour l'angle total G91 H, vous pouvez introduire une valeur
comprise entre –5400° et +5400°. Si le filet comporte
plus de 15 rotations, programmez la trajectoire hélicoïdale
dans une répétition de parties de programme
(cf. „Répétitions de parties de programme”, page 408)
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *
Y
X
Z
25
40
5
270°
R3
CC
12