7 cy cles sl, gr oupe ii, Exemple: corps d'un cycle avec le cycle g128 – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 363
iTNC 530 HEIDENHAIN
363
8.7 Cy
cles SL, gr
oupe II
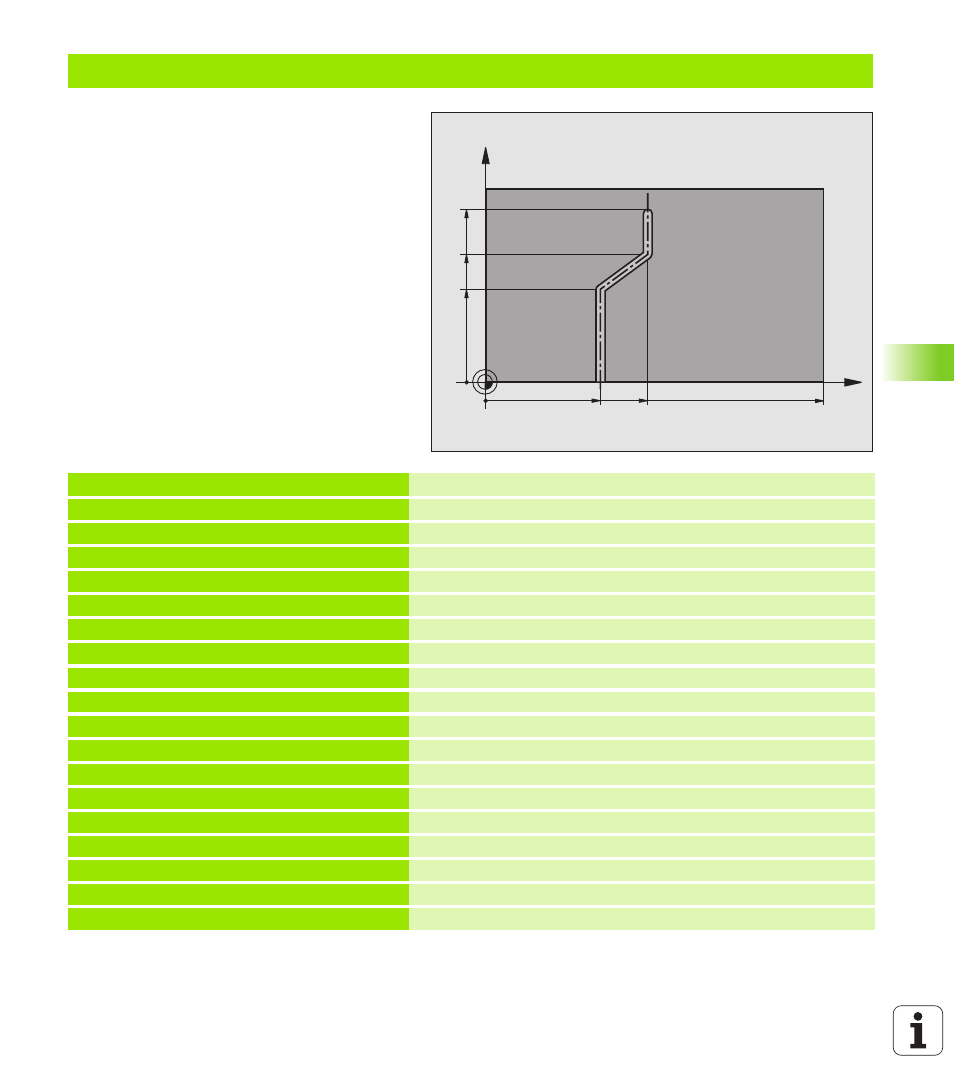
Exemple: Corps d'un cycle avec le cycle G128
Remarque:
n
Cylindre serré au centre du plateau circulaire.
n
Le point de référence est situé au centre du
plateau circulaire
n
Définition de la trajectoire centrale dans le
sous-programme de contour
%C28 G71 *
N10 G99 T1 L+0 R+3,5 *
Définition de l'outil
N20 T1 G18 S2000 *
Appel de l’outil, axe d’outil Y
N30 G00 G40 G90 Y+250 *
Dégager l'outil
N40 G37 P01 1 *
Définir le sous-programme de contour
N50 X+0 *
Positionner l'outil au centre du plateau circulaire
N60 G128 CORPS DU CYLINDRE
Définir les paramètres généraux pour l’usinage
Q1=-7
;PROFONDEUR DE FRAISAGE
Q3=+0
;SURÉPAIS. LATÉRALE
Q6=2
;DISTANCE D'APPROCHE
Q10=-4
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q12=250
;AVANCE FRAISAGE
Q16=25
;RAYON
Q17=1
;UNITÉ DE MESURE
Q20=10
;LARGEUR RAINURE
N70 C+0 M3 *
Pré-positionner le plateau circulaire
N80 G79 *
Appel de cycle
N90 G00 G40 Y+250 M2 *
Dégager l’outil, fin du programme
C
Z
157
52.5
40
35
60
70