Fraisage de contour (cycle g58/g59), 6 cy cles sl, gr oupe i – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 339
iTNC 530 HEIDENHAIN
339
8.6 Cy
cles SL, gr
oupe I
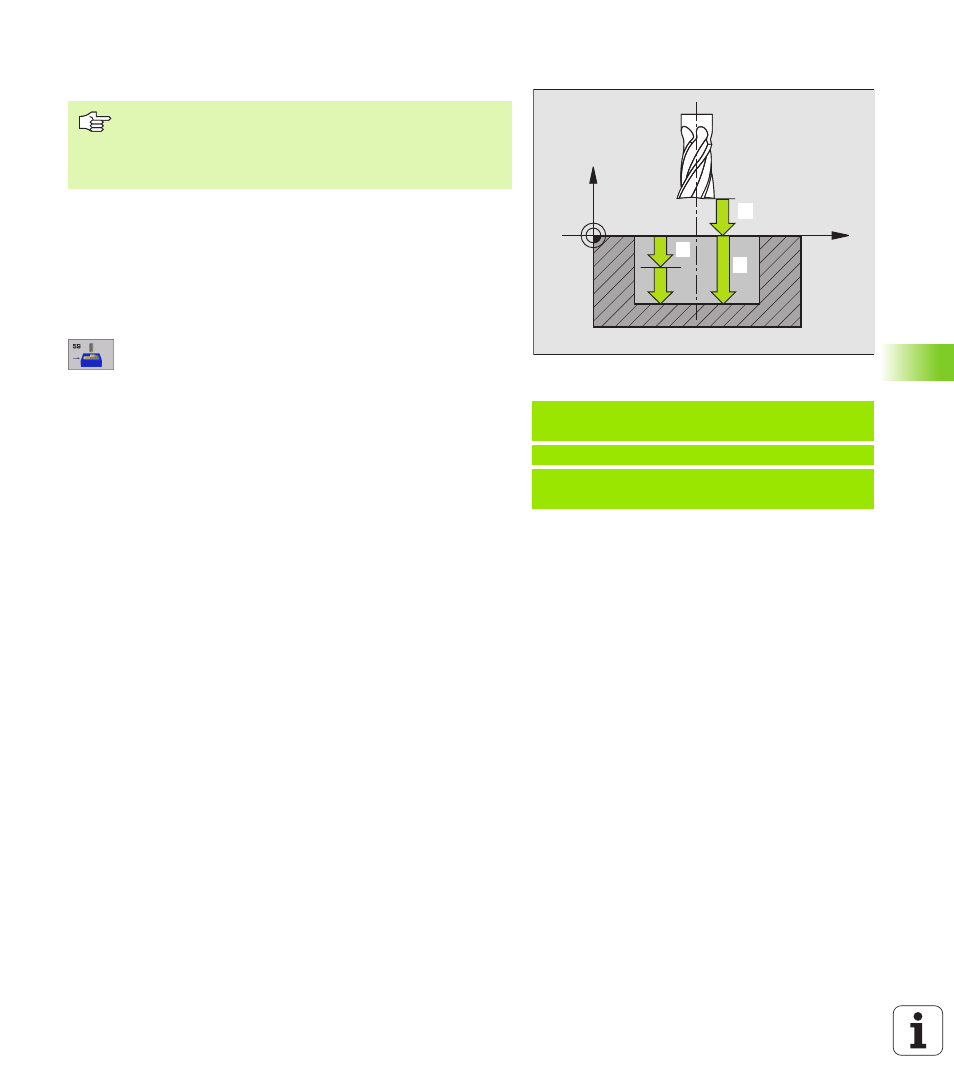
FRAISAGE DE CONTOUR (cycle G58/G59)
Applications
Le cycle G58/G59 FRAISAGE DE CONTOUR est destiné à la finition
d'un contour de poche.
Sens de rotation pour le fraisage du contour:
n
sens horaire: G58
n
sens anti-horaire: G59
U
U
U
U
Distance d'approche
1
(en incrémental): Distance
entre la pointe de l'outil (position initiale) et la surface
de la pièce
U
U
U
U
Profondeur de fraisage
2
(en incrémental): Distance
entre la surface de la pièce et le fond de la poche
U
U
U
U
Profondeur de passe
3
(en incrémental): Distance
parcourue par l'outil en une passe. La profondeur de
fraisage n'est pas forcément un multiple de la
profondeur de passe. L'outil se déplace en une passe
à la profondeur lorsque:
n
Profondeur de passe égale à la profondeur
n
Profondeur de passe supérieure à la profondeur de
fraisage
U
U
U
U
Avance plongée en profondeur
: Avance de plongée
en mm/min.
U
U
U
U
Avance
: Avance de fraisage en mm/min.
Exemple: Séquences CN
N54 G58 P01 2 P02 -15 P03 5 P04 250
P05 500 *
...
N71 G59 P01 2 P02 -15 P03 5 P04 250
P05 500 *
X
Z
11
12
13
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial dans l’axe de broche (distance d'approche au-dessus
de la surface de la pièce).